การตีเหล็กคืออะไร และกระบวนการทำงานอย่างไร
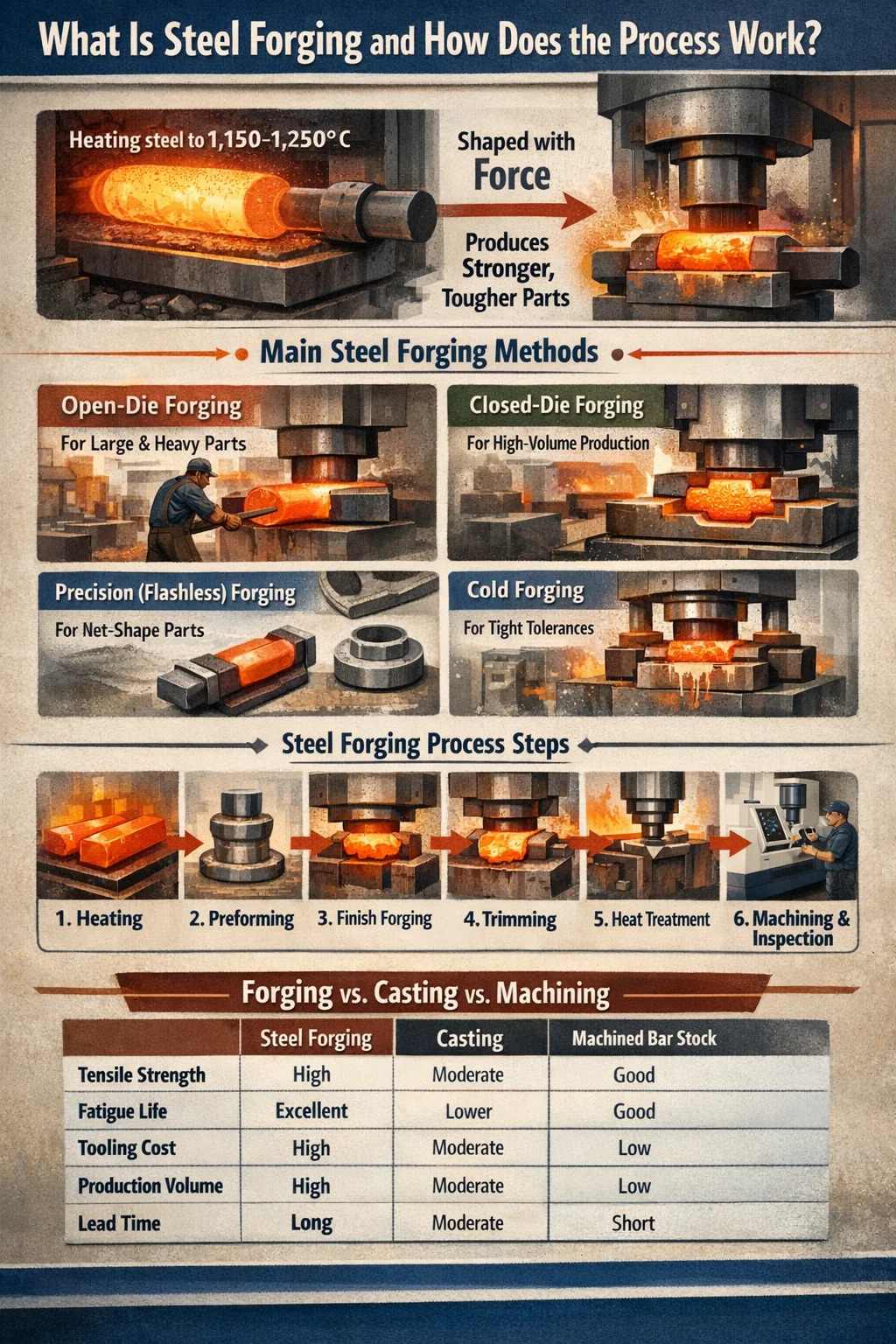
การตีเหล็ก เป็นกระบวนการผลิตที่เหล็กแท่งหรือแท่งเหล็กตันขึ้นรูปภายใต้แรงอัด โดยใช้ค้อน เครื่องอัด หรือแม่พิมพ์ เพื่อผลิตชิ้นส่วนที่มีคุณสมบัติทางกลที่เหนือกว่าเมื่อเทียบกับทางเลือกอื่นในการหล่อหรือกลึง ผลลัพธ์ที่ได้คือโครงสร้างเกรนที่ตามแนวโค้งของชิ้นส่วน โดยให้ความต้านทานแรงดึงสูงกว่าส่วนประกอบเหล็กหล่อที่เทียบเท่ากัน 20–40% หากคุณต้องการชิ้นส่วนที่รับมือกับความล้า การกระแทก หรือการโหลดแบบเป็นรอบ — ก้านสูบ, เพลาข้อเหวี่ยง, หน้าแปลน, เกียร์ — การตีโลหะมักเป็นเส้นทางที่น่าเชื่อถือที่สุดในการไปถึงที่นั่น
ที่แกนกลาง กระบวนการเกี่ยวข้องกับการทำความร้อนเหล็กจนถึงช่วงอุณหภูมิที่กำหนด (โดยปกติจะอยู่ระหว่าง 1,100°C ถึง 1,250°C สำหรับเหล็กกล้าคาร์บอนและโลหะผสม) จากนั้นใช้แรงเพื่อทำให้วัสดุเปลี่ยนรูปพลาสติกให้เป็นรูปร่างที่ต้องการ อุณหภูมิที่สูงขึ้นจะช่วยลดความเครียดจากการไหลและเพิ่มความเหนียว ทำให้โลหะขึ้นรูปได้ง่ายขึ้นโดยไม่แตกร้าว เมื่อเย็นลง ชิ้นส่วนที่หลอมจะต้องผ่านการบำบัดความร้อน การตัดเฉือน และการตรวจสอบก่อนจัดส่ง
การตีเหล็กไม่ใช่เทคนิคเดียว โดยแยกออกเป็นวิธีการต่างๆ มากมาย แต่ละวิธีเหมาะกับรูปทรง ปริมาตร และข้อกำหนดด้านความคลาดเคลื่อนที่แตกต่างกัน การทำความเข้าใจว่าแต่ละวิธีทำงานอย่างไรและขาดตรงไหน ถือเป็นจุดเริ่มต้นสำหรับวิศวกรหรือผู้ซื้อที่พยายามโทรหาโครงการหลอมโลหะอย่างถูกต้อง
วิธีการตีเหล็กหลักและเวลาที่ควรใช้แต่ละวิธี
วิธีการตีเหล็กแต่ละวิธีจะผลิตชิ้นส่วนที่มีความคลาดเคลื่อนของขนาด สภาพพื้นผิว และต้นทุนเครื่องมือที่แตกต่างกัน การเลือกไม่ถูกต้องจะเพิ่มต้นทุน ขยายระยะเวลารอคอยสินค้า หรือส่งผลให้ชิ้นส่วนต้องมีการตัดเฉือนรองมากเกินไป
การตีขึ้นรูปแบบเปิด
การตีขึ้นรูปแบบเปิด (เรียกอีกอย่างว่าการตีแบบอิสระหรือการตีแบบสมิธ) ใช้แม่พิมพ์ที่มีรูปทรงแบนหรือเรียบง่ายซึ่งไม่ได้ปิดล้อมชิ้นงานไว้จนสุด เหล็กถูกควบคุมระหว่างแม่พิมพ์ด้วยการบีบอัด การยืด และการหมุนหลายชุด นี่เป็นวิธีการที่ใช้กับเพลา กระบอกสูบ แหวน และแท่งโลหะขนาดใหญ่ ซึ่งเป็นชิ้นส่วนที่มีน้ำหนักตั้งแต่ไม่กี่กิโลกรัมไปจนถึงมากกว่า 200 ตัน
การตีขึ้นรูปแบบเปิดเป็นทางเลือกที่เหมาะสมเมื่อชิ้นส่วนมีขนาดเกินความสามารถของแม่พิมพ์แบบปิด หรือเมื่อปริมาณการผลิตต่ำเกินไปที่จะพิสูจน์ได้ว่าเครื่องมือมีราคาแพง ความคลาดเคลื่อนของขนาดกว้างขึ้น (โดยทั่วไปคือ ±3–6 มม.) ดังนั้นจึงคาดว่าจะต้องมีการตัดเฉือนที่สำคัญในภายหลัง เกรดเหล็ก เช่น สเตนเลส 4140, 4340 และ 316 ได้รับการประมวลผลเป็นประจำด้วยวิธีนี้สำหรับอุตสาหกรรมน้ำมันและก๊าซ การผลิตกระแสไฟฟ้า และเครื่องจักรกลหนัก
การตีขึ้นรูปแบบปิด (Impression-Die Forging)
การตีขึ้นรูปแบบปิดใช้ชุดแม่พิมพ์ที่เข้ากันซึ่งมีช่องที่กลึงตามรูปร่างโดยประมาณของชิ้นส่วนที่เสร็จแล้ว แท่งเหล็กที่ให้ความร้อนจะถูกวางระหว่างแม่พิมพ์ และใช้แรงจนกว่าเหล็กจะเต็มโพรงจนเต็ม โดยมีวัสดุส่วนเกินไหลออกมาเป็นประกายรอบๆ เส้นแยก แฟลชจะถูกตัดออกในภายหลัง
วิธีการนี้ทำให้เกิดพิกัดความเผื่อที่เข้มงวดมากขึ้น (โดยทั่วไป ±0.5–1.5 มม. ขึ้นอยู่กับความซับซ้อนและขนาดของชิ้นส่วน) ผิวสำเร็จที่ดีขึ้น และรูปทรงที่สอดคล้องกันมากกว่างานแม่พิมพ์แบบเปิด ต้นทุนเครื่องมือสูง — แม่พิมพ์ทั้งชุดสำหรับชิ้นส่วนที่มีความซับซ้อนปานกลางอาจมีราคา 15,000–80,000 ดอลลาร์สหรัฐฯ หรือมากกว่า — ดังนั้นการตีขึ้นรูปแบบปิดจึงสมเหตุสมผลทางเศรษฐกิจสำหรับปริมาณการผลิตปานกลางถึงสูงเป็นหลัก ก้านสูบ ดุมล้อ และตัววาล์วในรถยนต์เป็นการใช้งานแบบคลาสสิก
การตีขึ้นรูปแบบไม่มีแฟลช (แม่นยำ)
การตีขึ้นรูปแบบไม่ใช้แฟลชช่วยลดปัญหาแฟลชโดยการควบคุมปริมาตรของแท่งเหล็กและรูปทรงของแม่พิมพ์อย่างแม่นยำ เพื่อให้วัสดุสามารถเติมลงในคาวิตี้ได้โดยไม่ล้น ผลลัพธ์ที่ได้คือชิ้นส่วนที่มีรูปร่างเหมือนตาข่ายหรือใกล้รูปร่างสุทธิซึ่งต้องใช้เครื่องจักรหลังการตีน้อยที่สุด ความคลาดเคลื่อนแคบถึง ±0.1–0.3 มม.
กระบวนการนี้ต้องการการเตรียมเหล็กแท่งที่แม่นยำและการลงทุนด้านเครื่องมือที่สูงขึ้น ประหยัดวัสดุได้ 10–20% เมื่อเทียบกับการตีขึ้นรูปแบบปิดทั่วไป ทำให้น่าสนใจสำหรับการผลิตชิ้นส่วนที่ซับซ้อนในปริมาณมาก เช่น เกียร์ เฟืองดอกจอก และส่วนประกอบช่วงล่าง
ม้วนตี
การตีขึ้นรูปม้วนผ่านแท่งเหล็กที่ให้ความร้อนระหว่างสองม้วนที่มีร่องที่มีรูปร่าง ลดขนาดหน้าตัดและยืดออกพร้อมกัน โดยทั่วไปจะใช้เป็นขั้นตอนการขึ้นรูปก่อนการตีขึ้นรูปแบบปิด แต่ยังใช้เป็นกระบวนการขั้นสุดท้ายสำหรับเพลาเรียว แหนบ และส่วนประกอบรางอีกด้วย ลักษณะที่ต่อเนื่องของกระบวนการทำให้มีประสิทธิภาพสูงสำหรับชิ้นส่วนที่มีความยาว
อารมณ์เสียการปลอม
การตีขึ้นรูปแบบไม่พอใจจะเพิ่มพื้นที่หน้าตัดของแท่งเหล็กหรือแท่งเหล็กโดยการบีบอัดตามแนวแกน ทำให้ความยาวสั้นลง และเพิ่มเส้นผ่านศูนย์กลางในโซนเฉพาะ สลักเกลียว สตั๊ด วาล์ว และเพลาหน้าแปลนถูกผลิตขึ้นด้วยวิธีนี้ เครื่องตีขึ้นรูปด้วยความเร็วสูงสามารถผลิตชิ้นส่วนได้หลายพันชิ้นต่อชั่วโมง ทำให้เป็นหนึ่งในวิธีการตีขึ้นรูปที่มีประสิทธิผลมากที่สุดสำหรับตัวยึดและฮาร์ดแวร์ที่คล้ายกัน
การตีขึ้นรูปเย็น
การตีขึ้นรูปเย็นจะดำเนินการที่อุณหภูมิห้องหรือใกล้อุณหภูมิห้องต่างจากวิธีการข้างต้น เหล็กจะแข็งตัวในระหว่างกระบวนการ ซึ่งจริงๆ แล้วจะเป็นการเพิ่มความแข็งและความแข็งแรงของพื้นผิว ความคลาดเคลื่อนที่เข้มงวดเป็นพิเศษ (±0.05–0.1 มม.) และพื้นผิวสำเร็จได้ดีเยี่ยม ซึ่งมักจะไม่จำเป็นต้องกลึงหรือเจียรใดๆ ข้อเสียคือต้องใช้แรงกดสูงกว่าและมีข้อจำกัดด้านรูปทรงของชิ้นส่วนและเกรดเหล็ก เหล็กกล้าคาร์บอนต่ำและคาร์บอนปานกลางเหมาะที่สุดสำหรับการตีขึ้นรูปเย็น
ทีละขั้นตอน: วิธีการตีเหล็กในทางปฏิบัติ
การทราบขั้นตอนกระบวนการมีความสำคัญไม่ว่าคุณจะออกแบบชิ้นส่วนเพื่อให้สามารถปลอมแปลงได้หรือตรวจสอบพื้นที่การผลิตของซัพพลายเออร์ก็ตาม ต่อไปนี้คือวิธีที่ลำดับการตีเหล็กแม่พิมพ์ปิดมาตรฐานดำเนินการตั้งแต่วัตถุดิบไปจนถึงชิ้นส่วนสำเร็จรูป
- การเลือกวัสดุและการเตรียมบิลเล็ต: เกรดเหล็กที่เหมาะสมจะถูกเลือกตามความต้องการคุณสมบัติทางกลของชิ้นส่วนสำเร็จรูป เกรดทั่วไปได้แก่ 1045 (คาร์บอนปานกลาง อุตสาหกรรมทั่วไป), 4140 (โครเมียม-โมลิบดีนัม, ความแข็งแรงสูง), 4340 (นิกเกิล-โครเมียม-โมลิบดีนัม, การบินและอวกาศ) และสเตนเลส 17-4 PH (ทนทานต่อการกัดกร่อน และมีความแข็งแรงสูง) สต็อกแท่งหรือบิลเล็ตถูกตัดให้ได้ปริมาตรที่คำนวณได้ — มีขนาดใหญ่เกินไปเล็กน้อยเพื่อชดเชยการสูญเสียแฟลชและตะกรัน
- เครื่องทำความร้อน: เหล็กแท่งจะถูกโหลดเข้าไปในเตาที่ใช้แก๊สหรือเตาเหนี่ยวนำ และนำไปยังอุณหภูมิการตีเป้าหมาย สำหรับเหล็กกล้าคาร์บอนและโลหะผสมส่วนใหญ่จะอยู่ที่ 1,150–1,250°C ความสม่ำเสมอของอุณหภูมิทั่วทั้งหน้าตัดของแท่งเหล็กเป็นสิ่งสำคัญ — การไล่ระดับอุณหภูมิที่มากกว่า 50°C อาจส่งผลให้เกิดการแตกร้าวหรือเติมแม่พิมพ์ที่ไม่สมบูรณ์ ควรใช้การให้ความร้อนแบบเหนี่ยวนำเพื่อการควบคุมอุณหภูมิที่เข้มงวดและลดการเกิดตะกรัน
- การขจัดตะกรัน: เหล็กร้อนจะเกิดชั้นตะกรันออกไซด์ในระหว่างการทำความร้อน ก่อนที่จะทำการปลอม สะเก็ดนี้จะถูกกำจัดออกโดยการฉีดน้ำแรงดันสูง (โดยทั่วไปคือ 100–200 บาร์) หรือโดยการระเบิดแสงครั้งแรกในแม่พิมพ์ ซึ่งจะทำให้สะเก็ดแตกและป้องกันไม่ให้ถูกกดลงบนพื้นผิวของชิ้นส่วน ทำให้เกิดข้อบกพร่องที่พื้นผิว
- การขึ้นรูปล่วงหน้า (ถ้าจำเป็น): ชิ้นส่วนที่ซับซ้อนมักจะต้องมีขั้นตอนการขึ้นรูปอย่างน้อยหนึ่งขั้นตอนเพื่อกระจายมวลโลหะให้ใกล้กับรูปร่างสุดท้ายก่อนที่จะพิมพ์แม่พิมพ์ขั้นสุดท้าย ซึ่งจะช่วยลดการสึกหรอของแม่พิมพ์และปรับปรุงการไหลของโลหะในการเป่าครั้งสุดท้าย การขึ้นรูปเบื้องต้นจะดำเนินการในโพรงแม่พิมพ์ที่แยกจากกันด้วยการกดหรือค้อนเดียวกัน
- เสร็จสิ้นการปลอม: บิลเล็ตที่ขึ้นรูปล่วงหน้าจะถูกถ่ายโอนไปยังโพรงแม่พิมพ์ขั้นสุดท้ายและถูกกระแทก — ไม่ว่าจะด้วยค้อน (แรงโน้มถ่วงหรือค้อนไอน้ำที่ให้การตีซ้ำๆ ) หรือการกด (การกดด้วยกลไกหรือไฮดรอลิกที่ควบคุมจังหวะเดียว) เหล็กจะเติมเต็มช่องให้สมบูรณ์ และจะพุ่งออกมารอบๆ เส้นแบ่งส่วน
- การตัดแต่งแฟลช: ขณะที่ยังร้อนอยู่ (หรือหลังจากเย็นลงแล้ว สำหรับการรีดแบบตัดแต่ง) การตีขึ้นรูปจะถูกวางลงในแม่พิมพ์สำหรับตัดแต่ง และแฟลชจะถูกเจาะออกในจังหวะเดียว สำหรับชิ้นส่วนที่มีความแม่นยำ การตีขึ้นรูปที่ตัดแต่งแล้วอาจถูกตีซ้ำในแม่พิมพ์ปรับขนาดในขณะที่ยังอุ่นอยู่ เพื่อแก้ไขการสปริงกลับและปรับปรุงความแม่นยำของมิติ
- การรักษาความร้อน: ขึ้นอยู่กับเกรดเหล็กและข้อกำหนดคุณสมบัติทางกลขั้นสุดท้าย ชิ้นส่วนหลอมจะต้องผ่านกระบวนการทำให้เป็นมาตรฐาน การหลอม การชุบแข็ง และการอบคืนสภาพ หรือการบำบัดสารละลายและการเสื่อมสภาพ ตัวอย่างเช่น การชุบแข็งและการอบคืนตัวของเหล็ก 4140 สามารถนำความต้านทานแรงดึงจาก 655 MPa (ทำให้เป็นมาตรฐาน) ไปจนถึงมากกว่า 1,000 MPa
- เครื่องจักรกล: แม้แต่การตีขึ้นรูปที่มีรูปร่างใกล้ตาข่ายก็มักจะต้องใช้การกลึง CNC การกัด การเจาะ และการเจียรด้วย CNC เพื่อให้ได้พิกัดความเผื่อขนาดขั้นสุดท้าย ผิวสำเร็จ และคุณสมบัติต่างๆ (เกลียว รู ร่องสลัก) ที่ไม่สามารถปลอมแปลงได้โดยตรง
- การตรวจสอบและทดสอบ: การตีขึ้นรูปที่เสร็จแล้วจะได้รับการตรวจสอบในเชิงมิติ (CMM หรือการวัดด้วยมือ) ด้วยสายตา (รอยแตกที่พื้นผิว รอบ ตะเข็บ) และบ่อยครั้งโดยการทดสอบแบบไม่ทำลาย — การตรวจสอบอนุภาคแม่เหล็ก (MPI) สำหรับข้อบกพร่องที่พื้นผิว การทดสอบด้วยคลื่นเสียงความถี่สูง (UT) สำหรับช่องว่างภายใน การทดสอบทางกลกับคูปองตัวอย่างจะตรวจสอบความแข็ง ความต้านทานแรงดึง ความเหนียวในการกระแทก และประสิทธิภาพความล้า
เกรดเหล็กที่นิยมใช้ในการตีและคุณสมบัติ
การเลือกใช้วัสดุแยกออกจากกระบวนการตีขึ้นรูปไม่ได้ เกรดเหล็กจะกำหนดช่วงอุณหภูมิการตีขึ้นรูป อายุการใช้งานของแม่พิมพ์ ความสามารถในการกดที่ต้องการ การอบชุบด้วยความร้อนหลังการตี และท้ายที่สุดคือประสิทธิภาพของชิ้นส่วนที่เสร็จแล้ว
| เกรดเหล็ก | การปลอมช่วงอุณหภูมิ | ความต้านแรงดึง (Q&T) | การใช้งานที่สำคัญ |
|---|---|---|---|
| เอไอเอส 1045 | 1,150–1,230°ซ | ~570–700 เมกะปาสคาล | เพลา เกียร์ คัปปลิ้ง |
| เอไอเอส 4140 | 1,100–1,230°ซ | ~900–1,100 เมกะปาสคาล | หน้าแปลน ปลอกเจาะ เพลา |
| เอไอเอส 4340 | 1,100–1,200°ซ | ~1,000–1,500 เมกะปาสคาล | เกียร์ลงจอด, เพลาข้อเหวี่ยง, การบินและอวกาศ |
| สเตนเลส AISI 316 | 1,149–1,260°ซ | ~515–690 เมกะปาสคาล | วาล์ว ฟิตติ้ง ฮาร์ดแวร์ทางทะเล |
| F51 ดูเพล็กซ์ SS | 1,050–1,150°ซ | ~620–880 เมกะปาสคาล | ส่วนประกอบใต้ทะเลโรงงานเคมี |
| สเตนเลส 17-4 PH | 1,040–1,150°ซ | ~930–1,310 เมกะปาสคาล | การบินและอวกาศ การแพทย์ เพลาปั๊ม |
ข้อควรทราบในทางปฏิบัติประการหนึ่งเกี่ยวกับการตีเหล็กสเตนเลส: เกรดออสเทนนิติก เช่น 316 มีความเครียดในการไหลสูงกว่าเหล็กกล้าคาร์บอน ซึ่งหมายความว่าแม่พิมพ์ต้องใช้กำลังการผลิตมากขึ้นสำหรับชิ้นส่วนที่มีขนาดเท่ากัน นอกจากนี้ ยังมีแนวโน้มที่จะเกิดการแข็งตัวด้วยความเครียดมากกว่า ซึ่งอาจทำให้เกิดการแตกร้าวได้ หากไม่ได้ทำการอุ่นซ้ำระหว่างรอบอย่างถูกต้อง เกรดดูเพล็กซ์ไวต่ออุณหภูมิมากขึ้นไปอีก — การทำงานนอกหน้าต่างการตีขึ้นรูปแคบๆ อาจทำให้ความสมดุลของเฟอร์ไรต์-ออสเทนไนต์ไม่เสถียร และลดความต้านทานการกัดกร่อน
กฎการออกแบบที่สำคัญสำหรับชิ้นส่วนเหล็กที่หลอมได้
ชิ้นส่วนที่ออกแบบมาโดยไม่คำนึงถึงการปลอมมักจะจบลงด้วยต้นทุนในการผลิตที่สูงกว่ามาก หรือไม่สามารถใช้ประโยชน์จากผลประโยชน์เชิงโครงสร้างของกระบวนการได้ การใช้หลักการออกแบบเหล่านี้ตั้งแต่เริ่มต้นจะช่วยหลีกเลี่ยงการออกแบบใหม่ที่มีราคาแพงในภายหลัง
มุมร่าง
พื้นผิวแนวตั้งทั้งหมดในการตีขึ้นรูปแบบปิดต้องมีมุมร่างเพื่อให้สามารถดีดชิ้นส่วนออกจากแม่พิมพ์ได้ แบบร่างมาตรฐานสำหรับการตีเหล็กคือ 5–7° บนพื้นผิวภายนอก และ 7–10° บนพื้นผิวภายใน . คุณลักษณะแบบ Zero-draft หรือ Negative-draft ต้องใช้เครื่องมือที่ซับซ้อนมากขึ้นด้วยหมุดดีดตัวหรือดายแบบแยก ซึ่งจะทำให้ต้นทุนเพิ่มขึ้นอย่างมาก
เนื้อและมุมรัศมี
มุมภายในที่แหลมคมจะสร้างความเข้มข้นของความเค้นในแม่พิมพ์และในชิ้นงานที่เสร็จแล้ว รัศมีเนื้อภายในขั้นต่ำ 3 มม. เป็นจุดเริ่มต้นที่เป็นประโยชน์ โดยแนะนำให้ใช้ขนาด 6 มม. ขึ้นไปในบริเวณที่รับน้ำหนักมาก รัศมีมุมภายนอกควรมีอย่างน้อย 1.5 มม. ชิ้นส่วนที่มีเนื้อที่เหมาะสมจะช่วยยืดอายุการใช้งานของความเมื่อยล้าได้สูงสุดถึง 3 เท่า เมื่อเทียบกับชิ้นส่วนที่มีการเคลื่อนตัวแบบเฉียบพลัน
การจัดตำแหน่งเส้นแบ่ง
เส้นแบ่งคือจุดที่แม่พิมพ์ทั้งสองมาบรรจบกัน ควรวางไว้ที่หน้าตัดที่ใหญ่ที่สุดของชิ้นส่วนเพื่อลดความลึกของแม่พิมพ์และการกะพริบให้เหลือน้อยที่สุด เส้นแยกที่เรียบและตรงเป็นตัวเลือกที่ง่ายที่สุดและถูกที่สุด เส้นการกลึงตัดแบบโค้งหรือทำมุมเพิ่มความซับซ้อนของเครื่องมือ แต่อาจจำเป็นสำหรับรูปทรงบางอย่าง
การเปลี่ยนแปลงความหนาของส่วน
ความหนาของหน้าตัดที่แตกต่างกันมากภายในชิ้นส่วนเดียวกันทำให้เกิดการไหลของโลหะที่ไม่สม่ำเสมอระหว่างการตีขึ้นรูป ส่วนที่บางจะเต็มเร็วกว่าและเย็นเร็วกว่าส่วนที่หนา ทำให้เกิดการอุดด้านล่างหรือแตกร้าว ตามหลักการทั่วไป อัตราส่วนของความหนาของผนังสูงสุดต่อต่ำสุดในการตีเหล็กไม่ควรเกิน 4:1 โดยไม่มีการออกแบบขึ้นรูปล่วงหน้าอย่างรอบคอบเพื่อกระจายวัสดุล่วงหน้า
การวางแนวการไหลของเมล็ดพืช
ข้อได้เปรียบที่สำคัญที่สุดอย่างหนึ่งของการตีเหล็กโดยใช้การหล่อหรือการตัดเฉือนแบบแท่งคือความสามารถในการจัดแนวการไหลของเกรนให้สอดคล้องกับทิศทางความเค้นสูงสุดในการให้บริการ ก้านสูบที่หล่อขึ้นโดยมีเกรนไหลตามยาวตามแนวแกนของก้านมีความทนทานต่อความล้าได้ดีกว่าการตัดเฉือนจากสต็อกแท่ง โดยที่เกรนจะวิ่งตามขวางผ่านส่วนที่สำคัญ ออกแบบชิ้นส่วนเพื่อให้แกนรับน้ำหนักหลักอยู่ในแนวเดียวกับทิศทางการตีขึ้นรูปหลัก
การตีเหล็กกับการหล่อเทียบกับการตัดเฉือนจากสต็อกบาร์
วิศวกรมักเผชิญกับทางเลือกระหว่างการตีขึ้นรูป การหล่อ และการตัดเฉือนเมื่อเลือกเส้นทางการผลิตสำหรับชิ้นส่วนเหล็กโครงสร้าง แต่ละวิธีมีประสิทธิภาพและโปรไฟล์ต้นทุนที่แตกต่างกัน
| เกณฑ์ | การตีเหล็ก | กำลังหล่อ | สต็อกบาร์กลึง |
|---|---|---|---|
| ความต้านแรงดึง | สูง (ขัดสีเมล็ดพืช) | ปานกลาง (ความเสี่ยงต่อความพรุน) | ดี (ขึ้นอยู่กับเกรด) |
| ชีวิตที่เหนื่อยล้า | ยอดเยี่ยม | ล่าง (ข้อบกพร่องภายใน) | ดีถ้าเกรนอยู่ในแนวเดียวกัน |
| ความซับซ้อนทางเรขาคณิต | ปานกลาง | สูง | สูง (CNC) |
| ค่าเครื่องมือ | สูง (dies) | ปานกลาง (patterns/molds) | ต่ำถึงไม่มีเลย |
| ต้นทุนต่อหน่วยในปริมาณสูง | ต่ำ | ต่ำ to moderate | สูง (material waste) |
| ข้อบกพร่องภายใน | น้อยที่สุด (ปิดช่องว่าง) | เป็นไปได้ (การหดตัว ความพรุน) | ขึ้นอยู่กับคุณภาพของบาร์ |
| เวลานำ (ต้นแบบ) | ยาว (การผลิตแม่พิมพ์) | ปานกลาง | สั้น |
โดยทั่วไปการตัดสินใจจะขึ้นอยู่กับปัจจัยสามประการ ได้แก่ ปริมาณการผลิตต่อปี ประสิทธิภาพทางกลที่ต้องการ และความซับซ้อนของชิ้นส่วน สำหรับชิ้นส่วนที่มีทางเดินภายในหรือส่วนล่างที่ซับซ้อน การหล่อมักจะชนะในรูปทรงเพียงอย่างเดียว สำหรับชิ้นส่วนโครงสร้างที่มีปริมาณมากในยานยนต์ การบินและอวกาศ หรือน้ำมันและก๊าซ การตีขึ้นรูปมักจะได้ชัยชนะในด้านประสิทธิภาพและต้นทุนตลอดอายุการใช้งาน การตัดเฉือนจากผลิตภัณฑ์ชนิดแท่งเหมาะสมที่สุดสำหรับต้นแบบ ชุดงานที่มีขนาดเล็กมาก หรือชิ้นส่วนที่เล็กเกินกว่าจะหลอมขึ้นรูปในเชิงเศรษฐกิจ
ข้อบกพร่องทั่วไปในการตีเหล็กและวิธีการป้องกัน
แม้ว่าจะมีพารามิเตอร์กระบวนการที่ถูกต้อง การตีเหล็กก็ยังสามารถพัฒนาข้อบกพร่องที่ส่งผลต่อความสมบูรณ์ของโครงสร้างได้ การรู้ว่าอะไรเป็นสาเหตุของข้อบกพร่องแต่ละอย่างและวิธีแก้ไขตั้งแต่เนิ่นๆ จะช่วยป้องกันความล้มเหลวในสนามที่มีค่าใช้จ่ายสูง
รอบและพับ
รอบจะเกิดขึ้นเมื่อพื้นผิวมีรอยยับหรือส่วนที่ยื่นออกมาถูกพับกลับและหลอมเข้ากับพื้นผิวชิ้นส่วนโดยไม่เกิดการติดกัน ปรากฏเป็นข้อบกพร่องที่พื้นผิวเชิงเส้น โดยทั่วไปจะขนานกับเส้นแยก สาเหตุที่แท้จริงคือรูปร่างพรีฟอร์มไม่ถูกต้อง มีวาบไฟมากเกินไป หรือการกระจายการไหลของโลหะในแม่พิมพ์ไม่ดี การตรวจสอบอนุภาคแม่เหล็กจะตรวจจับรอบบนพื้นผิวได้อย่างน่าเชื่อถือ การป้องกันจำเป็นต้องมีการออกแบบพรีฟอร์มที่เหมาะสมและการปรับช่องแม่พิมพ์ให้เหมาะสม
เติมน้อยไป
การเติมด้านล่างหมายความว่าโพรงแม่พิมพ์ไม่ได้เต็มไปด้วยเหล็กอย่างสมบูรณ์ในระหว่างการตี ทำให้เกิดรอยกดตื้น ๆ บนพื้นผิวชิ้นส่วน สาเหตุได้แก่ น้ำหนักบิลเล็ตไม่เพียงพอ อุณหภูมิการตีขึ้นรูปต่ำเกินไป วาบไฟมากเกินไปจนทำให้วัสดุหลุดออกไปก่อนที่คาวิตี้จะเต็ม หรือความสามารถในการกดไม่เพียงพอ การตรวจสอบขนาดจะตรวจจับการบรรจุไม่เพียงพอในกรณีส่วนใหญ่ แต่จะตรวจจับได้ดีกว่าในการดำเนินการผลิตครั้งแรกด้วยการแบ่งส่วนตัวอย่าง
แคร็ก
รอยแตกที่พื้นผิวเกิดขึ้นเมื่อเหล็กถูกหลอมที่อุณหภูมิต่ำเกินไป (ต่ำกว่าช่วงการเปลี่ยนผ่านจากความเหนียวไปเป็นความเปราะ) เมื่ออัตราความเครียดสูงเกินไป หรือเมื่อเหล็กมีปริมาณกำมะถันหรือฟอสฟอรัสมากเกินไปซึ่งทำให้ร้อนสั้นลง รอยแตกภายใน (ข้อบกพร่องจากการระเบิด) เกิดขึ้นเมื่อความเค้นดึงเกิดขึ้นที่แกนกลางระหว่างการตีขึ้นรูป ซึ่งมักเกิดขึ้นในส่วนที่มีน้ำหนักมาก การรักษาอุณหภูมิการตีขึ้นรูปให้สูงกว่า 1,050°C สำหรับโลหะผสมเหล็กส่วนใหญ่ และหลีกเลี่ยงการลดลงต่อการผ่านมากเกินไปจะช่วยป้องกันข้อบกพร่องจากการแตกร้าวส่วนใหญ่
การกำจัดคาร์บอน
การสัมผัสกับอากาศที่อุณหภูมิสูงเป็นเวลานานจะทำให้คาร์บอนกระจายออกจากชั้นผิวเหล็ก ทำให้เกิดโซนคาร์บอนต่ำที่นุ่มนวลซึ่งจะช่วยลดความแข็งและความต้านทานต่อความเมื่อยล้า ความลึกของการแยกคาร์บูไรเซชันที่ 0.3–0.8 มม. ไม่ใช่เรื่องแปลกในชิ้นส่วนที่ถูกให้ความร้อนในเตาไฟแบบเปิด การใช้เตาควบคุมบรรยากาศหรือการทำความร้อนแบบเหนี่ยวนำจะช่วยลดการสลายตัวของคาร์บอนได้อย่างมาก และการตัดเฉือนชั้นที่ได้รับผลกระทบจะเป็นแนวทางแก้ไขมาตรฐานเมื่อเกิดขึ้น
กะตาย
การเปลี่ยนแม่พิมพ์เกิดขึ้นเมื่อแม่พิมพ์ส่วนบนและส่วนล่างไม่ตรงแนวระหว่างการตีขึ้นรูป ทำให้เกิดชิ้นส่วนที่ชดเชยที่เส้นแยก แม้แต่การเลื่อน 0.5 มม. ก็อาจทำให้ชิ้นส่วนไม่ผ่านการตรวจสอบขนาดได้ การตรวจสอบการจัดตำแหน่งแม่พิมพ์เป็นประจำและการบำรุงรักษากุญแจในตำแหน่งที่เหมาะสมจะช่วยป้องกันข้อบกพร่องนี้ในการผลิต
อุตสาหกรรมที่ต้องอาศัยการตีเหล็กและเหตุผล
ความต้องการการตีเหล็กได้รับแรงหนุนจากอุตสาหกรรมที่ความล้มเหลวของโครงสร้างไม่ใช่ทางเลือก การทำความเข้าใจสถานที่และสาเหตุที่ระบุการปลอมช่วยให้ผู้ซื้อสามารถปรับการลงทุนด้านเครื่องมือได้ และช่วยให้วิศวกรสร้างกรณีของการปลอมแปลงผ่านกระบวนการที่แข่งขันกัน
- ยานยนต์: ก้านสูบ เพลาข้อเหวี่ยง สนับมือ ดุมล้อ เพลาลูกเบี้ยว และเกียร์ส่งกำลังได้รับการปลอมแปลงเกือบทั้งหมด รถยนต์นั่งส่วนบุคคลทั่วไปประกอบด้วยชิ้นส่วนเหล็กหลอม 35–45 กิโลกรัม ความล้าและความต้านทานต่อแรงกระแทกของเหล็กหลอมเป็นสาเหตุที่ทำให้ส่วนประกอบที่มีความสำคัญด้านความปลอดภัยเหล่านี้ไม่ถูกหล่อ
- น้ำมันและก๊าซ: ดอกสว่าน ปลอกสวมดอกสว่าน ส่วนประกอบ BOP ตัววาล์ว หน้าแปลน (ANSI/ASME B16.5) และตัวเชื่อมต่อใต้ทะเล จำเป็นต้องมีการตีขึ้นรูปเพื่อให้ทนทานต่อแรงกดดันในหลุมลึกที่รุนแรง (แรงดันใช้งานสูงถึง 15,000 psi ในบางการใช้งาน) และสภาพแวดล้อมที่มีฤทธิ์กัดกร่อน มาตรฐาน ASME/ANSI และ API กำหนดให้มีการปลอมแปลงส่วนประกอบเหล่านี้จำนวนมาก
- การบินและอวกาศ: สตรัทลงจอด อุปกรณ์ยึดติดปีก แท่นเครื่องยนต์ และจานกังหันผลิตจากเหล็กโลหะผสมที่มีความแข็งแรงสูงและซูเปอร์อัลลอยด์ ข้อกำหนดที่เข้มงวดของอุตสาหกรรมการบินและอวกาศในด้านการตรวจสอบย้อนกลับ รายงานการทดสอบวัสดุที่ได้รับการรับรอง และการทดสอบแบบไม่ทำลาย ทำให้การปลอมแปลงเป็นตัวเลือกเริ่มต้นสำหรับส่วนประกอบโครงเครื่องบินที่มีโครงสร้าง
- การผลิตไฟฟ้า: โรเตอร์กังหันไอน้ำ เพลาเครื่องกำเนิดไฟฟ้า และหัวถังรับแรงดันในโรงไฟฟ้านิวเคลียร์และโรงไฟฟ้าทั่วไปถือเป็นการตีขึ้นรูปที่ใหญ่ที่สุดแห่งหนึ่ง - การตีขึ้นรูปแบบเปิดเดี่ยวสามารถมีน้ำหนัก 150–300 ตัน ความสมบูรณ์ของวัสดุที่จำเป็นสำหรับส่วนประกอบที่ทำงานภายใต้ความเครียดทางความร้อนและทางกลรวมกันเป็นเวลา 30-60 ปีสามารถทำได้โดยผ่านกระบวนการตีขึ้นรูปและการบำบัดความร้อนเท่านั้น
- อุปกรณ์การทำเหมืองแร่และการก่อสร้าง: ข้อต่อตีนตะขาบของรถปราบดิน หมุดบุ้งกี๋ของรถขุด ค้อนบดหิน และแท่งเจาะ ต้องเผชิญกับแรงกระแทกอย่างรุนแรงและการสึกหรอจากการเสียดสี การตีขึ้นรูปเหล็กกล้าแมงกานีสสูงและโลหะผสมต่ำต้านทานการเสียรูปและการแตกหักภายใต้สภาวะเหล่านี้ได้ดีกว่าการหล่อแบบอื่น
- กลาโหม: กระสุนปืนใหญ่ เครื่องเจาะเกราะ ส่วนประกอบรางรถถัง และกระบอกปืนได้รับการหล่อขึ้นเพื่อให้ตรงตามข้อกำหนดทางการทหารที่ต้องการความแข็ง ความเหนียว และความสม่ำเสมอของมิติเฉพาะซึ่งไม่สามารถทำได้โดยกระบวนการอื่น
มาตรฐานคุณภาพและการรับรองสำหรับการตีเหล็ก
การซื้อเหล็กตีขึ้นรูปโดยไม่อ้างอิงมาตรฐานที่บังคับใช้ทำให้ผู้ซื้อต้องเผชิญกับความแปรปรวนของคุณภาพและชิ้นส่วนที่ไม่เป็นไปตามข้อกำหนด มาตรฐานหลักที่เกี่ยวข้องกับคุณภาพการตีเหล็กเป็นสิ่งที่ควรรู้ก่อนเขียนคำสั่งซื้อ
- มาตรฐาน ASTM A668 / A668M: ข้อกำหนดมาตรฐานสำหรับการตีขึ้นรูปเหล็กกล้าคาร์บอนและโลหะผสมสำหรับใช้ในอุตสาหกรรมทั่วไป ครอบคลุม 8 คลาสที่มีข้อกำหนดคุณสมบัติทางกลตั้งแต่ความต้านทานแรงดึง 485 MPa (คลาส D) ถึง 830 MPa (คลาส L)
- มาตรฐาน ASTM A182: ครอบคลุมโลหะผสมปลอมแปลงหรือรีดและหน้าแปลนท่อสแตนเลส ข้อต่อปลอมแปลง และวาล์วสำหรับการบริการที่อุณหภูมิสูง มีการอ้างอิงอย่างกว้างขวางในข้อกำหนดเฉพาะของการแปรรูปน้ำมันและก๊าซและการแปรรูปทางเคมี
- มาตรฐาน ASTM A105: มาตรฐานสำหรับการตีเหล็กกล้าคาร์บอนสำหรับการใช้งานท่อที่อุณหภูมิแวดล้อมและสูงกว่า นี่เป็นหนึ่งในข้อกำหนดจำเพาะที่พบบ่อยที่สุดสำหรับหน้าแปลนและข้อต่อในระบบท่ออุตสาหกรรม
- เอพีไอ 6A / 6D: มาตรฐานสถาบันปิโตรเลียมแห่งอเมริกาสำหรับอุปกรณ์หลุมผลิตและต้นคริสต์มาส (6A) และวาล์วท่อ (6D) มาตรฐานเหล่านี้กำหนดประเภทของวัสดุ ข้อกำหนดในการทดสอบ และเอกสารการตรวจสอบย้อนกลับสำหรับส่วนประกอบปลอมแปลงที่ใช้ในการบริการไฮโดรคาร์บอน
- AMS (ข้อมูลจำเพาะของวัสดุการบินและอวกาศ): มาตรฐาน SAE AMS เช่น AMS 2750 (ไพโรเมทรีสำหรับการบำบัดความร้อน) และเกรด AMS เฉพาะวัสดุ (เช่น AMS 6414 สำหรับเหล็กกล้า 4340) ควบคุมการตีขึ้นรูปด้านการบินและอวกาศ การปฏิบัติตามข้อกำหนดจำเป็นต้องมีการสอบเทียบเตาเผาที่จัดทำเป็นเอกสาร รายงานการทดสอบวัสดุที่ได้รับการรับรอง และการตรวจสอบบทความแรก
- ISO 9001 / IATF 16949: การรับรองระบบการจัดการคุณภาพสำหรับซัพพลายเออร์การปลอมในอุตสาหกรรมทั่วไป (ISO 9001) และยานยนต์ (IATF 16949) การรับรองเหล่านี้บ่งชี้ว่าซัพพลายเออร์ดำเนินการตามระบบคุณภาพที่ได้รับการจัดทำเป็นเอกสาร แต่ไม่ได้รับประกันด้วยตัวเองว่าผลิตภัณฑ์จะเป็นไปตามข้อกำหนดเฉพาะทางกลเฉพาะ
ขอรายงานการทดสอบวัสดุ (MTR) รายงานการตรวจสอบขนาด และรายงาน NDE ทุกครั้งที่มีการปลอมแปลงแต่ละครั้ง สำหรับการใช้งานที่สำคัญ การทดสอบพยานที่โรงตีเหล็กถือเป็นแนวปฏิบัติมาตรฐานในการจัดซื้อจัดจ้างด้านการบินและอวกาศและนิวเคลียร์
คำถามที่พบบ่อยเกี่ยวกับการตีเหล็ก
ปริมาณการสั่งซื้อขั้นต่ำสำหรับการตีขึ้นรูปเหล็กแบบปิดคือเท่าไร?
ร้านตีขึ้นรูปแบบปิดส่วนใหญ่จะกำหนดปริมาณการสั่งซื้อขั้นต่ำ (MOQ) ที่ 100–500 ชิ้นสำหรับโครงการเครื่องมือใหม่ แม้ว่าปริมาณนี้จะแตกต่างกันไปตามขนาดชิ้นส่วนและความซับซ้อนก็ตาม สำหรับชิ้นส่วนขนาดเล็กที่เรียบง่าย ร้านค้าบางแห่งจะพิจารณาให้ทดลองใช้งาน 50 ชิ้น ต้นทุนเครื่องมือที่สูงเป็นข้อจำกัดหลัก — ต้นทุนแม่พิมพ์ที่แบ่งตามชิ้นส่วนน้อยลง ส่งผลให้ต้นทุนต่อหน่วยเพิ่มขึ้นอย่างมาก การตีขึ้นรูปแบบเปิดไม่มีขั้นต่ำขั้นต่ำในทางปฏิบัติ เนื่องจากไม่จำเป็นต้องใช้เครื่องมือแบบกำหนดเอง
การตีขึ้นรูปเหล็กใช้เวลานานเท่าใด?
สำหรับการตีขึ้นรูปแบบปิดด้วยเครื่องมือใหม่ โดยทั่วไประยะเวลารอคอยสินค้าจะใช้เวลา 10–16 สัปดาห์: 4–6 สัปดาห์สำหรับการออกแบบและการผลิตแม่พิมพ์ 1–2 สัปดาห์สำหรับการทดลองการตีขึ้นรูปบทความแรก และ 2–4 สัปดาห์สำหรับการบำบัดความร้อนและการตัดเฉือนชิ้นส่วนการผลิต การตีขึ้นรูปแบบเปิดสำหรับชิ้นส่วนขนาดใหญ่อาจใช้เวลา 8-20 สัปดาห์ ขึ้นอยู่กับความจุของโรงหลอมและความพร้อมของเหล็กแท่งเล็ก การสั่งซื้อซ้ำจากแม่พิมพ์ที่มีอยู่จะใช้เวลา 4-8 สัปดาห์
สแตนเลสสามารถหลอมโดยใช้อุปกรณ์เดียวกับเหล็กกล้าคาร์บอนได้หรือไม่?
ใช่ มีการใช้ค้อนและเครื่องอัดแบบเดียวกัน แต่เหล็กสเตนเลส โดยเฉพาะเกรดออสเทนนิติก ต้องใช้แรงตีขึ้นรูปที่สูงกว่าเหล็กกล้าคาร์บอนที่อุณหภูมิเท่ากัน เนื่องจากมีความเครียดจากการไหลที่สูงกว่า การกดพิกัดสำหรับขนาดชิ้นส่วนเหล็กกล้าคาร์บอนที่เฉพาะเจาะจงอาจจำเป็นต้องลดพิกัดลง หรือชิ้นส่วนจะถูกแยกออกเป็นส่วนย่อยๆ เมื่อเปลี่ยนมาใช้สเตนเลส โดยทั่วไปแล้วอายุการใช้งานของแม่พิมพ์จะสั้นลงเมื่อทำการตีเหล็กสเตนเลส เนื่องจากมีแรงดันส่วนต่อประสานที่สูงขึ้นและสเกลออกไซด์ที่มีฤทธิ์กัดกร่อน
การตีขึ้นรูปร้อนแตกต่างจากการตีขึ้นรูปร้อนหรือไม่?
ใช่. การตีขึ้นรูปร้อนจะดำเนินการในช่วงอุณหภูมิระหว่างการตีเย็นและการตีร้อน ซึ่งโดยทั่วไปคือ 650–950°C สำหรับเหล็กกล้า ที่อุณหภูมิเหล่านี้ ความเค้นจากการไหลจะต่ำกว่าอุณหภูมิห้อง (ทำให้การขึ้นรูปง่ายขึ้น) แต่เหล็กจะไม่เกิดเกล็ดออกไซด์หนักที่เห็นในการตีขึ้นรูปร้อน ผลลัพธ์ที่ได้คือการตกแต่งพื้นผิวที่ดีขึ้นและความทนทานที่มากกว่าการตีขึ้นรูปร้อน โดยมีแรงกดต่ำกว่าการตีขึ้นรูปเย็น การตีขึ้นรูปด้วยความร้อนใช้สำหรับชิ้นส่วนที่มีความซับซ้อนปานกลาง ซึ่งคุณภาพพื้นผิวเป็นสิ่งสำคัญ แต่แรงการตีขึ้นรูปเย็นจะมีสูงจนแทบเป็นไปไม่ได้เลย
ฉันจะระบุการปลอมอย่างถูกต้องบนแบบร่างได้อย่างไร?
ข้อกำหนดการตีขึ้นรูปโดยสมบูรณ์บนแบบร่างควรประกอบด้วย: เกรดเหล็ก (การกำหนด ASTM, AISI หรือ AMS), สภาวะการรักษาความร้อนและความแข็งหรือแรงดึง/กำลังรับที่ต้องการ, ข้อกำหนดมุมร่าง, ค่าต่ำสุดของเนื้อและรัศมีมุม, ผิวสำเร็จ (ค่า Ra) สำหรับพื้นผิวที่หลอม, การขยายแฟลชที่อนุญาตที่เส้นแยก, วิธี NDE ที่จำเป็น (MPI, UT) และเกณฑ์การยอมรับ และข้อกำหนดรายงานการทดสอบวัสดุที่เกี่ยวข้อง การอ้างอิงมาตรฐาน ASTM ที่บังคับใช้ (เช่น ASTM A668, คลาส F) จะเชื่อมโยงวัสดุและข้อกำหนดในการทดสอบทั้งหมดเข้าด้วยกันอย่างชัดเจน