โลหะผสมเหล็กมีความแข็งแกร่งกว่าเหล็กกล้าคาร์บอนธรรมดาอย่างมาก ขึ้นอยู่กับเกรดและสภาวะการรักษาความร้อน ความต้านทานแรงดึงของโลหะผสมเหล็กมีตั้งแต่ 600 MPa ถึงมากกว่า 1900 MPa โดยมีจุดแข็งของผลผลิตตั้งแต่ประมาณ 415 MPa ถึง 1600 MPa หรือสูงกว่า เมื่อผลิตเป็นการตีขึ้นรูปโลหะผสมเหล็ก ค่าเหล่านี้จะได้รับการปรับปรุงเพิ่มเติมโดยการปรับแต่งเกรนและโครงสร้างเส้นใยทิศทางที่กระบวนการตีขึ้นรูปสร้างขึ้น โดยทั่วไปจะให้ความต้านทานความล้าที่ดีขึ้น 10–30% เมื่อเทียบกับโลหะผสมชนิดเดียวกันในรูปแบบหล่อหรือรีด
คำว่า "โลหะผสมเหล็ก" ครอบคลุมถึงกลุ่มเหล็กที่กว้างขวาง สิ่งที่รวมพวกมันเข้าด้วยกันคือการจงใจเติมธาตุโลหะผสม เช่น โครเมียม โมลิบดีนัม นิกเกิล วานาเดียม แมงกานีส ซิลิคอน หรือส่วนผสมของธาตุเหล่านี้ ในระดับที่สูงกว่าเหล็กกล้าคาร์บอนมาตรฐาน การเติมแต่ละครั้งมีจุดประสงค์เฉพาะ: โครเมียมเพิ่มความสามารถในการชุบแข็งและความต้านทานการกัดกร่อน โมลิบดีนัมช่วยเพิ่มความแข็งแรงที่อุณหภูมิสูงและป้องกันการเปราะของอารมณ์ นิกเกิลช่วยเพิ่มความแข็งแกร่งที่อุณหภูมิต่ำ และวาเนเดียมช่วยปรับปรุงขนาดเกรนในขณะที่เพิ่มความต้านทานต่อการสึกหรอ ผลลัพธ์ที่ได้รวมกันคือวัสดุที่มีประสิทธิภาพเหนือกว่าเหล็กกล้าคาร์บอนในเกือบทุกประเภทเครื่องจักรกล โดยมีต้นทุนจากราคาวัตถุดิบที่สูงขึ้น และความต้องการการบำบัดความร้อนที่มีความต้องการมากขึ้น
ตัวเลขความแข็งแรงของโลหะผสมเหล็ก: สิ่งที่ข้อมูลแสดงจริง
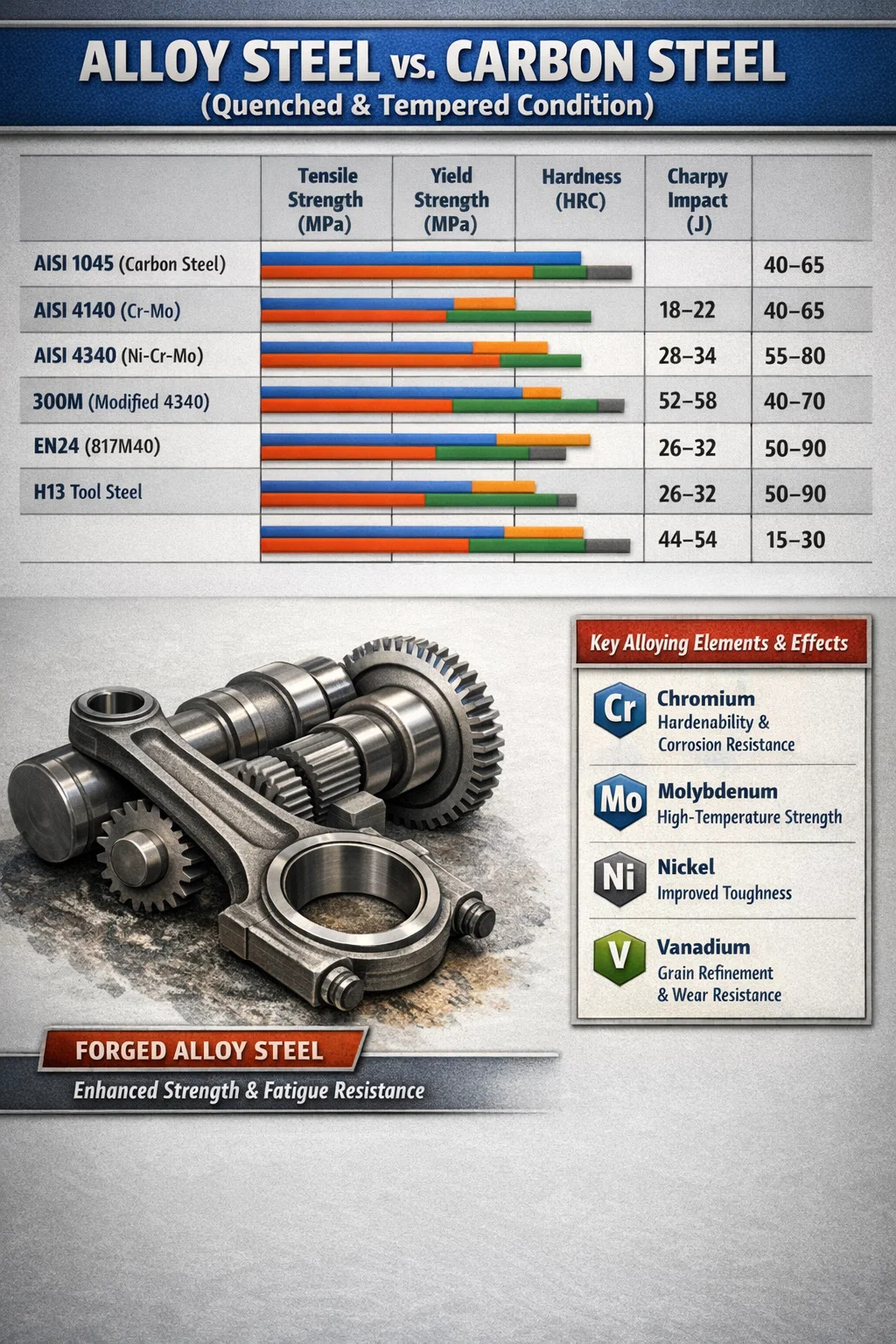
ข้อมูลคุณสมบัติทางกลสำหรับโลหะผสมเหล็กจะแตกต่างกันอย่างมากขึ้นอยู่กับเกรด ขนาดหน้าตัด และสภาวะการให้ความร้อน ตารางด้านล่างเปรียบเทียบเกรดเหล็กโลหะผสมที่ใช้กันอย่างแพร่หลายหลายเกรดในสภาวะที่ผ่านการอบชุบด้วยความร้อนโดยทั่วไป ควบคู่ไปกับเหล็กกล้าคาร์บอนอ้างอิงสำหรับบริบท
| เกรด | ความต้านแรงดึง (MPa) | ความแข็งแรงของผลผลิต (MPa) | ความแข็ง (HRC) | ชาร์ปี อิมแพ็ค (เจ) |
|---|---|---|---|---|
| AISI 1045 (เหล็กกล้าคาร์บอน, Q&T) | 570–700 | 380–520 | 18–22 | 40–65 |
| AISI 4140 (Cr-Mo, คิวแอนด์ที) | 900–1100 | 655–965 | 28–34 | 55–80 |
| AISI 4340 (Ni-Cr-Mo, คิวแอนด์ที) | 1100–1450 | 980–1380 | 35–44 | 40–70 |
| 300M (แก้ไข 4340) | พ.ศ. 2473–2543 | ค.ศ. 1585–1655 | 52–58 | 34–54 |
| EN24 (817M40, ไน-อาร์-โม) | 850–1,000 | 700–850 | 26–32 | 50–90 |
| เหล็กกล้าเครื่องมือ H13 (งานร้อน) | 1200–1600 | ค.ศ. 1000–1380 | 44–54 | 15–30 |
ตัวเลขเหล่านี้มีไว้สำหรับแท่งมาตรฐานหรือการตีหน้าตัดที่มีขนาดต่ำกว่า 100 มม. ส่วนที่ใหญ่ขึ้นจะแสดงคุณสมบัติที่ต่ำกว่า เนื่องจากความสามารถในการชุบแข็งจะจำกัดความสม่ำเสมอของโครงสร้างจุลภาคที่จะพัฒนาผ่านวัสดุที่มีความหนา ซึ่งเป็นปัจจัยที่เด่นชัดโดยเฉพาะในเหล็กกล้าคาร์บอนและมีความรุนแรงน้อยกว่าในเกรดโลหะผสมสูง เช่น 4340
ทำไม การตีขึ้นรูปโลหะผสมเหล็ก มีความแข็งแรงกว่าเหล็กหล่อหรือโลหะผสมรีด
กระบวนการตีขึ้นรูปทำสิ่งที่ทั้งการหล่อและการรีดไม่สามารถทำซ้ำได้อย่างสมบูรณ์ โดยจะบังคับเหล็กผ่านการควบคุมการเปลี่ยนรูปพลาสติกในขณะที่ร้อน ซึ่งปิดความพรุนภายใน ปรับปรุงขนาดเกรน และสร้างการไหลของเกรนอย่างต่อเนื่องตามรูปทรงของชิ้นส่วนที่เสร็จแล้ว ในการตีขึ้นรูปโลหะผสมเหล็ก การรวมกันนี้จะทำให้เกิดคุณสมบัติทางกลที่เกินกว่าโลหะผสมชนิดเดียวกันจะได้ในรูปแบบผลิตภัณฑ์อื่นๆ
ความแตกต่างในทางปฏิบัติสามารถวัดได้ การเปรียบเทียบที่เผยแพร่ระหว่างเหล็กกล้าโลหะผสมฟอร์จและเหล็กหล่อ 4340 แสดงให้เห็นว่าโดยทั่วไปแล้วรุ่นฟอร์จจะประสบความสำเร็จ:
- ความแข็งแรงความล้าสูงขึ้น 20–30% ภายใต้การโหลดแบบวน
- ทนต่อแรงกระแทกได้ดีขึ้น 15–25% (พลังงานดูดซับแบบชาร์ปี)
- ปรับปรุงความเหนียวและลดพื้นที่ในการทดสอบแรงดึง
- ความสอดคล้องกันมากขึ้นระหว่างชิ้นทดสอบที่นำมาจากสถานที่ต่างกันภายในชิ้นส่วนเดียวกัน
ข้อได้เปรียบของการไหลของเกรนมีความสำคัญอย่างยิ่งสำหรับส่วนประกอบภายใต้โหลดแบบสลับหรือแบบกระแทก ก้านสูบหรือเพลาข้อเหวี่ยงที่ทำจากโลหะผสมโลหะผสมมีการไหลของเกรนอย่างต่อเนื่องผ่านรัศมีของเนื้อปลา ซึ่งเป็นจุดที่ทำให้เกิดรอยแตกเมื่อยล้า การหล่อที่เทียบเท่ากันนั้นมีการวางแนวเกรนแบบสุ่ม ณ ตำแหน่งที่สำคัญเหล่านั้น ซึ่งเป็นเหตุผลว่าทำไมวิศวกรยานยนต์และการบินและอวกาศจึงระบุการตีขึ้นรูปโลหะผสมเหล็กมากกว่าการหล่อสำหรับการใช้งานความล้าในรอบสูง
การตีขึ้นรูปเหล็กกล้าโลหะผสมแม่พิมพ์แบบปิดมีคุณสมบัติตรงหรือเกินกว่าคุณสมบัติทางกลขั้นต่ำที่ระบุไว้ในมาตรฐาน ASTM A668, EN 10250 และ AMS อย่างสม่ำเสมอ ในขณะที่การหล่อที่มีองค์ประกอบที่เหมือนกันในนามมักจะต้องมีการลดระดับเกรดหรือการปรับปัจจัยด้านความปลอดภัยเพื่อให้อยู่ภายในขีดจำกัดการออกแบบ
บทบาทขององค์ประกอบโลหะผสมในความแข็งแรงของโลหะผสมเหล็ก
องค์ประกอบโลหะผสมแต่ละชนิดในเหล็กส่งผลต่อความแข็งแรงผ่านกลไกทางโลหะวิทยาที่แตกต่างกัน การทำความเข้าใจกลไกเหล่านี้จะอธิบายได้ว่าเหตุใดโลหะผสมบางชนิดจึงถูกนำมาใช้กับเป้าหมายความแข็งแกร่งเฉพาะ
โครเมียม (Cr)
โครเมียมจะถูกเติมลงในโลหะผสมเหล็กที่มีความเข้มข้นตั้งแต่ 0.5% ถึง 18% (ช่วงบนคือขอบเขตของเหล็กกล้าไร้สนิม) ในเหล็กโลหะผสมโครงสร้างและการตีขึ้นรูป โครเมียม 0.5–1.5% ช่วยเพิ่มความสามารถในการชุบแข็งได้อย่างมาก ซึ่งหมายความว่าเหล็กสามารถผ่านการชุบแข็งในขนาดหน้าตัดที่ใหญ่ขึ้นได้หลังการชุบแข็ง นอกจากนี้ยังสร้างคาร์ไบด์ที่เสถียรซึ่งปรับปรุงความต้านทานการสึกหรอและยกระดับความต้านทานการอบคืนตัวของเหล็ก ซึ่งเป็นสิ่งสำคัญเมื่อการตีขึ้นรูปจะถูกปรับอุณหภูมิที่อุณหภูมิสูงขึ้นเพื่อให้เป็นไปตามข้อกำหนดด้านความเหนียวโดยไม่สูญเสียความแข็งแรงมากเกินไป
โมลิบดีนัม (Mo)
โมลิบดีนัมเป็นหนึ่งในสารเพิ่มความแข็งที่มีประสิทธิภาพมากที่สุดต่อหน่วยน้ำหนักที่เพิ่ม แม้แต่ 0.15–0.30% Mo ก็ทำให้เกิดการเปลี่ยนแปลงที่สำคัญในแผนภาพ TTT (การเปลี่ยนแปลงเวลา-อุณหภูมิ-การเปลี่ยนแปลง) ซึ่งช่วยให้อัตราการเย็นตัวช้าลงยังคงบรรลุการเปลี่ยนแปลงมาร์เทนไซต์เต็มรูปแบบในการตีโลหะผสมเหล็กขนาดใหญ่ โมลิบดีนัมยังยับยั้งการเปราะของอารมณ์ ซึ่งเป็นรูปแบบของขอบเขตเกรนที่อ่อนลงซึ่งส่งผลต่อเหล็ก Ni-Cr ที่มีการอบคืนตัวในช่วงอุณหภูมิ 375–575°C ทำให้เกรดตลับลูกปืน Mo เช่น 4140 และ 4340 มีความน่าเชื่อถือมากขึ้นสำหรับการใช้งานกับชิ้นส่วนที่มีน้ำหนักมาก
นิกเกิล (พรรณี)
นิกเกิลเพิ่มความเหนียวในช่วงอุณหภูมิที่กว้าง รวมถึงอุณหภูมิต่ำกว่าศูนย์ซึ่งเหล็กกล้าคาร์บอนและโลหะผสมต่ำกว่าส่วนใหญ่จะเปราะ การเปลี่ยนจากการแตกหักแบบเหนียวเป็นการแตกหักแบบเปราะ (DBTT) สำหรับเหล็กนิกเกิล 9% สามารถกดได้ที่อุณหภูมิต่ำกว่า -196°C ซึ่งเป็นเหตุผลว่าทำไมเหล็กโลหะผสมนิกเกิลจึงถูกกำหนดไว้สำหรับภาชนะรับความดันไครโอเจนิกและการจัดเก็บ LNG ที่ระดับ Ni 1.8% ที่พบใน 4340 ประโยชน์หลักคือความทนทานต่อการแตกหักที่ดีขึ้น โดยไม่สูญเสียความแข็งแรงของผลผลิต ซึ่งเป็นส่วนผสมที่ทำให้การตีขึ้นรูปโลหะผสมเหล็ก 4340 เป็นตัวเลือกมาตรฐานสำหรับอุปกรณ์ลงจอดของเครื่องบิน อาวุธยุทโธปกรณ์ และส่วนประกอบระบบขับเคลื่อนประสิทธิภาพสูง
วาเนเดียม (V)
วาเนเดียมเป็นสารกลั่นเกรนที่แข็งแกร่งและเป็นสารก่อมะเร็งคาร์ไบด์ ในความเข้มข้นที่ต่ำเพียง 0.05–0.15% มันจะปักหมุดขอบเขตของเกรนออสเทนไนต์ในระหว่างการให้ความร้อน ซึ่งจะทำให้ขนาดเกรนละเอียดขึ้นหลังจากการอบชุบด้วยความร้อน เมล็ดที่ละเอียดกว่าหมายถึงความแข็งแรงของผลผลิตที่สูงขึ้น (ความสัมพันธ์ระหว่างฮอลล์-เพชร) และความแข็งแกร่งที่เพิ่มขึ้นไปพร้อมๆ กัน ซึ่งเป็นส่วนผสมที่หาได้ยาก วาเนเดียมเป็นศูนย์กลางของการออกแบบเหล็กตีขึ้นรูปไมโครอัลลอยด์ (เช่น 38MnVS6) ซึ่งให้การตกตะกอนชุบแข็งในระหว่างการระบายความร้อนที่มีการควบคุม ทำให้โลหะผสมสามารถตอบสนองความต้องการด้านความแข็งแกร่งโดยไม่ต้องแยกวงจรการดับและควบคุมอุณหภูมิ
แมงกานีส (Mn)
แมงกานีสมีอยู่ในเหล็กกล้าโลหะผสมทั้งหมด แต่มีการยกระดับให้สูงกว่าเส้นฐานของเหล็กกล้าคาร์บอน (โดยทั่วไปคือ 0.6–1.8% Mn ในเกรดโลหะผสม) เพื่อเพิ่มความสามารถในการชุบแข็งและความต้านทานแรงดึงผ่านการเสริมความแข็งแกร่งของสารละลายของแข็ง นอกจากนี้ยังรวมตัวกับซัลเฟอร์เพื่อสร้างการรวมตัวของ MnS ซึ่งเป็นประโยชน์ต่อความสามารถในการขึ้นรูป ระดับแมงกานีสที่สูงมาก (สูงกว่า 12%) จะสร้างเหล็กกล้าออสเทนนิติกที่แข็งตัวได้เร็วมาก ซึ่งเป็นคุณสมบัติที่แตกต่างอย่างสิ้นเชิงที่ใช้ในแผ่นสึกหรอและชิ้นส่วนเครื่องบด แทนที่จะใช้การตีขึ้นรูปโลหะผสมเหล็กที่มีความแม่นยำ
การอบชุบด้วยความร้อนจะกำหนดความแข็งแกร่งขั้นสุดท้ายในการตีขึ้นรูปโลหะผสมเหล็กอย่างไร
สภาพของการปลอมแปลงนั้นไม่ค่อยเป็นสถานะสุดท้ายสำหรับการตีขึ้นรูปโลหะผสมเหล็กที่ใช้ในการบริการโครงสร้าง การอบชุบด้วยความร้อนหลังจากการตีขึ้นรูปจะควบคุมโครงสร้างจุลภาคขั้นสุดท้าย และด้วยเหตุนี้ ความสมดุลระหว่างความแข็งแรง ความแข็ง และความเหนียว การตีขึ้นรูป 4140 แบบเดียวกันสามารถส่งได้ที่ความต้านทานแรงดึงตั้งแต่ 700 MPa (อบอ่อน) ถึงมากกว่า 1,400 MPa (ผ่านการชุบแข็งและอบคืนตัวที่อุณหภูมิต่ำ) ขึ้นอยู่กับการบำบัดความร้อนหลังการตีที่ระบุทั้งหมด
ดับและบรรเทา (Q&T)
นี่คือการรักษาความร้อนที่พบบ่อยที่สุดสำหรับการตีโลหะผสมเหล็ก การตีขึ้นรูปออสเทนไนซ์ (โดยทั่วไปอยู่ที่ 830–870°C สำหรับ 4140, 800–845°C สำหรับ 4340) ดับลงในน้ำมันหรือน้ำเพื่อสร้างมาร์เทนไซต์ จากนั้นจึงทำให้อุณหภูมิลดลงที่อุณหภูมิควบคุมระหว่าง 150°C ถึง 650°C อุณหภูมิการอบคืนตัวเป็นตัวแปรหลักในการควบคุมความแข็งแรงขั้นสุดท้าย: การอบคืนตัวที่อุณหภูมิ 200°C ให้ความแข็งสูงสุดแต่มีความเหนียวรับแรงกระแทกต่ำ การอบคืนตัวที่อุณหภูมิ 600°C เสียสละความแข็งแกร่งบางส่วนแต่สร้างความเหนียวได้ดีเยี่ยม การตีขึ้นรูป 4340 ที่อุณหภูมิ 315°C สามารถรับแรงดึงได้ประมาณ 1,650 MPa การตีขึ้นรูปแบบเดียวกันที่อุณหภูมิ 595°C จะลดลงเหลือประมาณ 1,000 MPa แต่ให้ค่าพลังงานกระแทกสูงกว่าสามเท่า
ทำให้เป็นปกติและอารมณ์
การทำให้เป็นมาตรฐาน — การระบายความร้อนด้วยอากาศจากอุณหภูมิออสเทนไนซ์มากกว่าการดับ — ทำให้เกิดโครงสร้างจุลภาคแบบเพิร์ลไลติกหรือเบนนิติกที่มีความแข็งแรงต่ำกว่า Q&T แต่มีคุณสมบัติสม่ำเสมอมากกว่าทั่วทั้งหน้าตัดขนาดใหญ่ สำหรับการตีขึ้นรูปโลหะผสมเหล็กขนาดใหญ่มาก เช่น เพลากังหันหรือหน้าแปลนภาชนะรับความดัน ซึ่งการชุบแข็งด้วยวิธีการนั้นเป็นไปไม่ได้ทางกายภาพ การทำให้เป็นมาตรฐานและการอบคืนตัวเป็นการบำบัดความร้อนมาตรฐาน เพื่อให้ได้ค่าความต้านทานแรงดึงในช่วง 700–900 MPa สำหรับเกรดเช่น 4140 ในส่วนที่มีน้ำหนักมาก
การตกตะกอน การแข็งตัวและการแก่ชรา
เหล็กกล้าโลหะผสมบางชนิด — โดยเฉพาะอย่างยิ่งเหล็กกล้า Maraging และเกรดสเตนเลสชุบแข็งด้วยการตกตะกอน — มีความแข็งแรงเป็นพิเศษไม่ผ่านการก่อตัวของมาร์เทนไซต์ แต่ผ่านการตกตะกอนของสารประกอบอินเตอร์เมทัลลิกละเอียดในระหว่างการบำบัดอายุที่ควบคุมได้ที่ 480–510°C การตีขึ้นรูปเหล็กกล้าโลหะผสม Maraging 350 สามารถรับกำลังผลิตได้ที่ 2,400 MPa ผ่านกลไกนี้ ซึ่งยังคงเป็นช่วงความแข็งแกร่งสูงสุดที่สามารถทำได้ในผลิตภัณฑ์เหล็กใดๆ ที่ผลิตในเชิงพาณิชย์และใช้ในงานโครงสร้าง
ความแข็งแรงของโลหะผสมเหล็กกับวัสดุอื่น ๆ: การเปรียบเทียบโดยตรง
การวางความแข็งแกร่งของโลหะผสมเหล็กในบริบทเทียบกับวัสดุโครงสร้างอื่นๆ ช่วยอธิบายว่าทำไมจึงยังคงเป็นตัวเลือกที่โดดเด่นในการใช้งานการทุบขึ้นรูปที่มีความต้องการสูง แม้ว่าจะมีโลหะผสมไทเทเนียม อลูมิเนียมอัลลอยด์ และคอมโพสิตขั้นสูงก็ตาม
| วัสดุ | ความต้านแรงดึง (MPa) | ความแข็งแรงของผลผลิต (MPa) | ความหนาแน่น (ก./ซม.) | ความแข็งแรงจำเพาะ (MPa·cm³/g) |
|---|---|---|---|---|
| โลหะผสมเหล็ก 4340 (Q&T) | 1100–1450 | 980–1380 | 7.85 | 140–185 |
| เหล็กกล้าคาร์บอน 1,045 (Q&T) | 570–700 | 380–520 | 7.85 | 73–89 |
| ไทเทเนียม Ti-6Al-4V (ฟอร์จ) | 930–1170 | 880–1100 | 4.43 | 210–264 |
| อลูมิเนียม 7075-T6 (ฟอร์จ) | 500–570 | 430–500 | 2.81 | 178–203 |
| เหล็กหล่อสีเทา | 170–250 | N/A (เปราะ) | 7.20 | 24–35 |
บนพื้นฐานความแข็งแกร่งสัมบูรณ์ การตีขึ้นรูปโลหะผสมเหล็กสามารถแข่งขันกับไททาเนียมได้ และเหนือกว่าอลูมิเนียมและเหล็กหล่อมาก เมื่อพิจารณาจากความแข็งแกร่งโดยเฉพาะ (ความแข็งแรงต่อหน่วยน้ำหนัก) ไทเทเนียมและอลูมิเนียมที่มีความแข็งแรงสูงก็มีประสิทธิภาพเหนือกว่าเหล็กโลหะผสม ซึ่งเป็นเหตุผลว่าทำไมการออกแบบด้านการบินและอวกาศจึงใช้ไทเทเนียมโดยที่น้ำหนักเป็นตัวขับเคลื่อนหลัก อย่างไรก็ตาม การตีขึ้นรูปโลหะผสมเหล็กมีข้อได้เปรียบด้านต้นทุนต่อหน่วย ซึ่งไทเทเนียมไม่สามารถเทียบเคียงได้ในระดับหนึ่ง และโมดูลัสยืดหยุ่นที่สูงกว่า (200 GPa เทียบกับ 114 GPa สำหรับไทเทเนียม) ทำให้เกิดการโก่งตัวน้อยลงภายใต้ภาระ ซึ่งมีความสำคัญอย่างยิ่งต่อเครื่องจักรที่มีความแม่นยำ เกียร์ และการใช้งานใดๆ ที่ความเสถียรของมิติภายใต้ความเค้นมีความสำคัญ
ผลกระทบขนาดหน้าตัดต่อความแข็งแรงการตีโลหะผสมเหล็ก
แง่มุมหนึ่งที่สำคัญในทางปฏิบัติและด้อยค่าที่สุดประการหนึ่งของความแข็งแรงของเหล็กโลหะผสมคือการที่เหล็กอัลลอยด์เสื่อมคุณภาพลงตามขนาดหน้าตัดที่เพิ่มขึ้น ความสามารถในการชุบแข็ง — ความสามารถของเหล็กในการชุบแข็งจนได้มาร์เทนไซต์เต็มตลอดหน้าตัด — เป็นตัวกำหนดว่าความแข็งแกร่งสูงสุดตามทฤษฎีนั้นสามารถทำได้จริงในส่วนประกอบจริงมากน้อยเพียงใด
เหล็กกล้าคาร์บอน 1045 มีความสามารถในการชุบแข็งจำกัดมาก ในแท่งเส้นผ่านศูนย์กลาง 25 มม. การชุบน้ำทำให้เกิดโครงสร้างจุลภาคมาร์เทนซิติกที่เกือบเต็มและใกล้เคียงกับความแข็งแรงสูงสุด ในแท่งเส้นผ่านศูนย์กลาง 100 มม. แกนจะเย็นลงช้าเกินไปจนเปลี่ยนเป็นมาร์เทนไซต์ โดยคงเหลือเป็นเพิร์ลไลต์หยาบซึ่งมีความต้านทานแรงดึงต่ำกว่าพื้นผิว 30–40% ด้วยเส้นผ่านศูนย์กลาง 200 มม. แม้แต่พื้นผิวของแท่งขนาด 1,045 แท่งก็อาจแข็งตัวไม่สมบูรณ์ได้
เหล็กโลหะผสม 4140 ที่เสริมโครเมียมและโมลิบดีนัมช่วยรักษาความสามารถในการชุบแข็งได้ดีขึ้นอย่างมาก ผ่านการชุบแข็งจนถึงมาร์เทนไซต์ที่สม่ำเสมอสามารถทำได้โดยใช้เส้นผ่านศูนย์กลางประมาณ 75 มม. ในการดับน้ำมัน 4340 ซึ่งมีการเติมนิกเกิลเข้าไป จะขยายได้ถึง 100 มม. หรือมากกว่านั้นในการดับน้ำมัน สำหรับการตีโลหะผสมเหล็กที่มีขนาดสูงกว่า 200 มม. ในหน้าตัดวิกฤต ต้องใช้เกรดที่ออกแบบมาโดยเฉพาะสำหรับหน้าตัดขนาดใหญ่ เช่น 26NiCrMoV14-5 หรือ 34CrNiMo6 เพื่อให้แน่ใจว่าเป็นไปตามข้อกำหนดด้านความแข็งแรงของผลผลิตขั้นต่ำทั่วทั้งส่วน ไม่ใช่แค่ใกล้พื้นผิวเท่านั้น
นี่คือสาเหตุที่การตีขึ้นรูปเหล็กกล้าโลหะผสมขนาดใหญ่สำหรับโรเตอร์กังหัน เพลาข้อเหวี่ยงหนัก หรือภาชนะรับแรงดันของเครื่องปฏิกรณ์ใช้เกรดวัสดุที่แตกต่างจากส่วนประกอบที่มีขนาดเล็ก: การผสมจะต้องเพียงพอที่จะมีคุณสมบัติในการชุบแข็งผ่านการชุบแข็งไปยังเส้นกึ่งกลางของการตีขึ้นรูปที่อาจมีเส้นผ่านศูนย์กลาง 500 มม. หรือมากกว่า
ความแข็งแรงของความล้าของการตีขึ้นรูปโลหะผสมเหล็ก: ความเป็นจริงในการโหลดแบบวงจร
แรงดึงแบบสถิตและความแข็งแรงครากไม่ได้เป็นเพียงมาตรการเดียวที่สำคัญ ความล้มเหลวของโครงสร้างส่วนใหญ่ในการให้บริการไม่ได้เกิดจากการโอเวอร์โหลดเพียงครั้งเดียว แต่มาจากความล้า — รอยแตกที่เพิ่มขึ้นอย่างต่อเนื่องภายใต้ภาระการวนซ้ำๆ ที่ต่ำกว่าจุดครากคงที่ นี่คือจุดที่การตีขึ้นรูปโลหะผสมเหล็กแสดงให้เห็นถึงข้อดีที่ค่าความต้านทานแรงดึงแบบธรรมดาไม่สามารถจับได้
ความแข็งแรงของความล้า (แอมพลิจูดของความเค้นที่วัสดุสามารถทนได้ 10 รอบโดยไม่แตกหัก) เป็นไปตามความสัมพันธ์ทั่วไปกับความต้านทานแรงดึงของเหล็กที่มีแรงดึงสูงสุดประมาณ 1,400 MPa: ขีดจำกัดความล้าคือประมาณ 0.45–0.50 เท่าของความต้านทานแรงดึง ซึ่งหมายความว่าเหล็กโลหะผสม 4140 ที่ตีขึ้นรูปด้วยความต้านทานแรงดึง 1,000 MPa มีขีดจำกัดความทนทานประมาณ 450–500 MPa - ประมาณสองเท่าของเหล็กกล้าคาร์บอน 1,045 ที่ตีขึ้นรูปที่แรงดึง 600 MPa
ความต้านทานแรงดึงที่สูงกว่า 1,400 MPa อัตราส่วนอย่างง่ายนี้จะพังทลายลง การตีขึ้นรูปโลหะผสมเหล็กที่มีความแข็งแรงสูงจะมีความไวต่อการตกแต่งพื้นผิว ความเค้นตกค้าง และความสะอาดของโครงสร้างจุลภาคมากขึ้น การตีขึ้นรูป 4340 ที่ 1600 MPa ด้วยการตกแต่งพื้นผิวด้วยเครื่องจักรมีขีดจำกัดความล้าที่แท้จริงต่ำกว่าชิ้นงานที่ผ่านการขัดเงามาก เนื่องจากรอยขีดข่วนบนพื้นผิวทำหน้าที่เป็นตัวรวมความเค้น นี่คือเหตุผลว่าทำไมการตีขึ้นรูปโลหะผสมเหล็กประสิทธิภาพสูงสำหรับการบินและอวกาศและมอเตอร์สปอร์ตจึงได้รับการขัดผิวหลังการตัดเฉือน — ชั้นความเค้นตกค้างจากแรงอัดที่เกิดจากการขัดผิวด้วยการยิงสามารถเพิ่มอายุความล้าได้ 2–4 เท่าภายใต้สภาวะการโหลดที่เป็นตัวแทน
การผสมผสานระหว่างการฝึกตีขึ้นรูปที่มีการควบคุม การอบชุบด้วยความร้อนของเมล็ดละเอียด และการขัดพื้นผิวสามารถผลักดันความแข็งแรงความล้าที่มีประสิทธิภาพของเหล็กโลหะผสม 4340 ที่ตีขึ้นรูปเป็น 700–800 MPa — ค่าที่ผลักดันความต้องการของยานยนต์และการบินและอวกาศสำหรับส่วนประกอบปลอมแปลงมากกว่าเหล็กแท่งกลึง โดยที่การไหลของเกรนเป็นไปตามอำเภอใจและไม่มีชั้นอัดที่พื้นผิว
เกรดการตีโลหะผสมเหล็กที่สำคัญและโปรไฟล์ความแข็งแกร่ง
การทำความเข้าใจถึงความแข็งแกร่งในทางปฏิบัติของเกรดการตีขึ้นรูปเหล็กกล้าโลหะผสมที่ระบุโดยทั่วไปมากที่สุด ช่วยให้วิศวกรมีข้อมูลอ้างอิงในการทำงานสำหรับการเลือกใช้วัสดุเริ่มต้น
AISI 4140: เครื่องมืออเนกประสงค์
4140 (0.38–0.43% C, 0.8–1.1% Cr, 0.15–0.25% Mo) เป็นเกรดการตีเหล็กโลหะผสมที่ใช้กันอย่างแพร่หลายมากที่สุดในอุตสาหกรรมทั่วไป รวมถึงการใช้งานน้ำมันและก๊าซ ในสภาวะ Q&T จะให้ความต้านทานแรงดึง 900–1100 MPa พร้อมความเหนียวเพียงพอสำหรับการใช้งานทางกลส่วนใหญ่ เป็นวัสดุเริ่มต้นสำหรับปลอกเจาะ ข้อต่อเครื่องมือ ปลอกข้อต่อ หน้าแปลน และเพลาสำหรับงานปานกลาง ความสามารถในการขึ้นรูปที่ดีเยี่ยมในสภาพก่อนชุบแข็ง (28–34 HRC) ทำให้สามารถใช้งานได้กับโรงงานที่ไม่มีความสามารถในการอบชุบด้วยความร้อนหลังการตัดเฉือน
AISI 4340: การใช้งานโครงสร้างที่มีความแข็งแรงสูง
4340 (0.38–0.43% C, 1.65–2.00% Ni, 0.70–0.90% Cr, 0.20–0.30% Mo) ใช้ขั้นตอนที่สูงกว่า 4140 ในด้านความแข็งแกร่งและความเหนียว การเติมนิกเกิลเป็นตัวสร้างความแตกต่างที่สำคัญ: เพิ่มความสามารถในการชุบแข็งไปยังชิ้นส่วนที่ใหญ่ขึ้น และปรับปรุงความทนทานที่อุณหภูมิต่ำได้อย่างมาก การตีขึ้นรูปโลหะผสมเหล็ก 4340 เป็นวัสดุมาตรฐานสำหรับเฟืองลงจอดของเครื่องบิน (โดยทั่วไปจะมีแรงดึง 1930 MPa ต่อ MIL-S-5000) เพลาข้อเหวี่ยงสำหรับงานหนักในเครื่องยนต์ดีเซลขนาดใหญ่ และเพลาเพลาประสิทธิภาพสูง ความสามารถในการชุบแข็งได้ลึกทำให้เป็นเกรดขั้นต่ำที่ยอมรับได้สำหรับชิ้นส่วนหลอมที่มีหน้าตัดสูงกว่า 75 มม. ซึ่งจำเป็นต้องมีคุณสมบัติทางกลเต็มรูปแบบตลอดทั้งชิ้น
300M: ความแข็งแกร่งสูงเป็นพิเศษด้านการบินและอวกาศ
โดยพื้นฐานแล้ว 300M ได้รับการดัดแปลง 4340 ด้วยซิลิคอน 1.45–1.80% และวานาเดียม 0.05–0.10% การเติมซิลิกอนจะชะลอการอ่อนตัวของมาร์เทนไซต์ในระหว่างการอบคืนตัว ทำให้เหล็กมีความต้านทานแรงดึงสูงกว่า 1930 MPa ในขณะที่ยังคงรักษาค่าความเหนียวของการแตกหักให้สูงกว่า 60 MPa√m ซึ่งเป็นค่าผสมที่ 4340 ไม่สามารถบรรลุได้ในระดับความแข็งแรงเดียวกัน แกนล้อลงจอดเครื่องบินพาณิชย์และทหารเกือบทุกเครื่องที่ผลิตตั้งแต่ปี 1960 ผ่านการตีโลหะผสมเหล็ก 300M ข้อมูลประจำตัวด้านความล้าและการแตกหักในการใช้งานที่มีความสำคัญด้านความปลอดภัย ทำให้แทบจะไม่มีใครแทนที่ได้ แม้ว่าจะมีการพัฒนาวัสดุที่แข่งขันกันมานานหลายทศวรรษก็ตาม
EN36 และ EN39: เหล็กกล้าโลหะผสมชุบแข็งกรณี
เกรดคาร์บูไรซิ่งนิกเกิล-โครเมียมเหล่านี้ใช้สำหรับการตีโลหะผสมเหล็กซึ่งพื้นผิวที่ทนทานต่อการสึกหรอที่แข็งมาก (60–64 HRC) จะต้องอยู่ร่วมกับแกนที่ทนทานและทนต่อแรงกระแทก หลังจากการตีขึ้นรูป คาร์บูไรซิ่งหรือคาร์บอไนไตรด์จะเพิ่มคาร์บอนที่ความลึก 0.5–2.0 มม. ที่พื้นผิว ผลลัพธ์ที่ได้คือส่วนประกอบที่ดูดซับแรงกระแทกผ่านแกนกลางที่แข็งแกร่ง ขณะเดียวกันก็ต้านทานความล้าจากการสัมผัสและการสึกหรอที่พื้นผิว ซึ่งเป็นการผสมผสานที่ลงตัวกับเกียร์ที่ใช้งานหนัก เพลาลูกเบี้ยว และเพลาแบบเฟืองในระบบส่งกำลังและอุปกรณ์การทำเหมือง
H13 และ H11: การตีขึ้นรูปเหล็กกล้าเครื่องมืองานร้อน
H13 (5% Cr, 1.5% Mo, 1% V) คือมาตรฐานสากลสำหรับเครื่องมืองานร้อน เมื่อผลิตเป็นการตีขึ้นรูปแทนที่จะเป็นสต็อกแท่ง H13 จะได้รับประโยชน์จากการไหลของเกรนและข้อดีด้านความหนาแน่นแบบเดียวกันที่อธิบายไว้สำหรับเหล็กโลหะผสมที่มีโครงสร้าง เม็ดมีดฟอร์จ H13 สำหรับการหล่ออะลูมิเนียมมีอายุการใช้งานยาวนานกว่าทางเลือกอื่นที่กลึงจากแท่งถึง 20-40% ในการเปรียบเทียบการผลิตที่ได้รับการบันทึกไว้ เพียงเนื่องจากการตีขึ้นรูปจะปิดรูพรุนขนาดเล็กและจัดการกระจายตัวของคาร์ไบด์ให้อยู่ในเกณฑ์ดียิ่งขึ้น โดยทั่วไปความแข็ง H13 ในการใช้งานจะอยู่ที่ 44–50 HRC ซึ่งให้กำลังรับแรงอัดสูงกว่า 1600 MPa ที่อุณหภูมิห้อง โดยคงไว้สูงกว่า 600 MPa ที่ 600°C
การทดสอบและตรวจสอบความแข็งแรงของการตีโลหะผสมเหล็ก
การอ้างความแข็งแกร่งของการตีขึ้นรูปโลหะผสมเหล็กไม่ได้รับการยอมรับบนพื้นฐานของใบรับรองวัสดุเพียงอย่างเดียวในการใช้งานที่สำคัญที่สุด การทดสอบทางกายภาพของคูปองทดสอบที่นำมาจากการตีขึ้นรูปการผลิต - หรือจากการขยายเวลาตัวแทนที่ติดกับการตีขึ้นรูป - เป็นสิ่งจำเป็นตามมาตรฐานการจัดซื้อจัดจ้างส่วนใหญ่
การทดสอบคุณสมบัติมาตรฐานสำหรับการตีขึ้นรูปโลหะผสมเหล็กประกอบด้วย:
- การทดสอบแรงดึงที่อุณหภูมิห้อง: วัดความต้านทานแรงดึงสูงสุด, ความแข็งแรงพิสูจน์ (ผลผลิต) 0.2%, % การยืดตัว และ % การลดลงของพื้นที่ ค่าทั้งสี่นี้แสดงคุณลักษณะการตอบสนองทางกลแบบสถิตอย่างสมบูรณ์
- การทดสอบแรงกระแทกแบบ Charpy V-notch: ดำเนินการที่อุณหภูมิที่กำหนด (มักจะ 0°C, -20°C หรือ -40°C ขึ้นอยู่กับการใช้งาน) ซึ่งจะวัดพลังงานดูดซับในหน่วยจูลส์ และยืนยันว่าวัสดุไม่ได้ทำงานในบริเวณการเปลี่ยนผ่านที่เปราะ
- ความแข็งของบริเนลหรือร็อกเวลล์: พร็อกซีที่รวดเร็วและไม่ทำลายสำหรับความต้านทานแรงดึง (แรงดึง 1 HBW γ 3.5 MPa สำหรับเหล็ก) ใช้ในการคัดกรองการตีขึ้นรูปก่อนการทดสอบแบบทำลายล้าง และเพื่อตรวจสอบความสม่ำเสมอของการบำบัดความร้อนทั่วทั้งแบทช์
- การทดสอบอัลตราโซนิก (UT): การตรวจสอบเชิงปริมาตรเพื่อตรวจจับข้อบกพร่องภายในซึ่งจะลดพื้นที่หน้าตัดในการรับน้ำหนักบรรทุกที่มีประสิทธิภาพ ระดับการยอมรับตามมาตรฐาน ASTM A388 หรือ EN 10228-3 กำหนดขนาดตัวบ่งชี้สูงสุดที่อนุญาต
- ความเหนียวแตกหัก (K₁c): จำเป็นสำหรับการตีขึ้นรูปเหล็กกล้าโลหะผสมการบินและอวกาศและนิวเคลียร์ วัดปัจจัยความเข้มของความเครียดซึ่งจะทำให้รอยแตกร้าวแพร่กระจายอย่างไม่เสถียร แสดงเป็น MPa√m โดยทั่วไปแล้วแรงดึง 4340 ที่ 1380 MPa จะได้ K₁c ที่ 50–60 MPa√m 300M ที่ระดับความแรงเท่ากันสามารถบรรลุ 65–80 MPa√m เนื่องจากการดัดแปลงซิลิคอน
ในการใช้งานน้ำมันและก๊าซที่ควบคุมโดย NACE MR0175 การทดสอบความแข็งไม่ได้เป็นเพียงการตรวจสอบคุณภาพ แต่ยังเป็นการตรวจสอบความปลอดภัย เนื่องจากการตีโลหะผสมเหล็กที่มีความหนาเกิน 22 HRC (แรงดึงประมาณ 760 MPa) เป็นสิ่งต้องห้ามในสภาพแวดล้อมการให้บริการที่มีรสเปรี้ยว เนื่องจากมีความเสี่ยงต่อการแตกร้าวจากความเครียดด้วยซัลไฟด์ นี่เป็นหนึ่งในกรณีที่ความแข็งแรงสูงสุดที่อนุญาตต่ำกว่าที่วัสดุสามารถทำได้ ซึ่งเกิดจากการแตกร้าวของสภาพแวดล้อมมากกว่าขีดจำกัดการโหลดทางกล
ประสิทธิภาพความแข็งแกร่งในโลกแห่งความเป็นจริง: การตีขึ้นรูปโลหะผสมเหล็กในการให้บริการ
ข้อมูลคุณสมบัติทางกลในห้องปฏิบัติการแสดงให้เห็นว่าการตีขึ้นรูปโลหะผสมเหล็กสามารถทำได้ภายใต้สภาวะที่มีการควบคุม สิ่งที่เกิดขึ้นในการบริการภาคสนามมักจะบอกเล่าเรื่องราวที่สมบูรณ์ยิ่งขึ้นเกี่ยวกับการผสมผสานระหว่างความแข็งแกร่ง ความต้านทานต่อความเหนื่อยล้า และความเหนียวที่ทำให้การตีโลหะผสมเหล็กเป็นตัวเลือกที่โดดเด่นในอุตสาหกรรมที่มีความต้องการสูง
ในระบบส่งกำลังของรถยนต์เพื่อการพาณิชย์ เพลาข้อเหวี่ยงที่ทำจากโลหะผสมเหล็กหลอมจะสะสมการใช้งานเป็นประจำถึง 800,000 กม. หรือมากกว่านั้น โดยไม่มีความเสียหายจากความเมื่อยล้าเมื่อผลิตตามข้อกำหนด รูปทรงเพลาข้อเหวี่ยงแบบเดียวกันที่ผลิตจากเหล็กหล่อกลม ซึ่งเป็นการทดแทนการลดต้นทุนทั่วไป แสดงให้เห็นความล้มเหลวจากความเมื่อยล้าที่หนึ่งในสามถึงครึ่งหนึ่งของระยะทางภายใต้สภาวะที่เท่ากัน ซึ่งเป็นเหตุผลว่าทำไม OEM รถบรรทุกหนักทุกรายยังคงระบุการตีขึ้นรูปโลหะผสมเหล็กสำหรับเพลาข้อเหวี่ยง แม้ว่าต้นทุนวัสดุจะสูงกว่าก็ตาม
ในภาคส่วนน้ำมันและก๊าซ การตีขึ้นรูปปลอกสวมด้วยเหล็กกล้าอัลลอยด์ 4140 ทำงานภายใต้แรงบิด การโค้งงอ และแนวแกนรวมกันในชุดประกอบหลุมก้นบ่อ ซึ่งหมุนเวียนหลายล้านครั้งตลอดอายุของบ่อ อัตราความล้มเหลวของปลอกเจาะที่บันทึกไว้สำหรับการตีขึ้นรูป 4140 ที่ผ่านการอบชุบด้วยความร้อนอย่างเหมาะสมตามข้อกำหนด API Spec 7-1 นั้นต่ำมาก และความล้มเหลวส่วนใหญ่เกิดขึ้นสืบเนื่องมาจากการบำบัดความร้อนที่ไม่เหมาะสม ความเสียหายจากการกัดกร่อน หรือความเสียหายในการจัดการมากกว่าความอ่อนแอของวัสดุโดยธรรมชาติ
ในภาคการผลิตไฟฟ้า การตีขึ้นรูปโรเตอร์เหล็กกล้าอัลลอยด์ต่ำขนาดใหญ่สำหรับกังหันไอน้ำ — โดยทั่วไปแล้วจะมีน้ำหนัก 25–100 ตัน — มีอายุการใช้งานนานกว่า 40 ปีภายใต้การรับภาระทางความร้อนและเชิงกลแบบวนรอบอย่างต่อเนื่องในโรงไฟฟ้าที่รับภาระพื้นฐาน บันทึกประสิทธิภาพเป็นผลโดยตรงจากการควบคุมองค์ประกอบที่เข้มงวด การกำจัดแก๊สแบบสุญญากาศ และการทดสอบทางกลที่ครอบคลุมซึ่งการตีขึ้นรูปเหล็กโลหะผสมขนาดใหญ่ต้องดำเนินการก่อนออกจากโรงงานตีขึ้นรูป ไม่มีเส้นทางการผลิตอื่นสำหรับโรเตอร์ที่มีขนาดและน้ำหนักขนาดนั้นที่เข้าใกล้บันทึกความน่าเชื่อถือแบบเดียวกัน