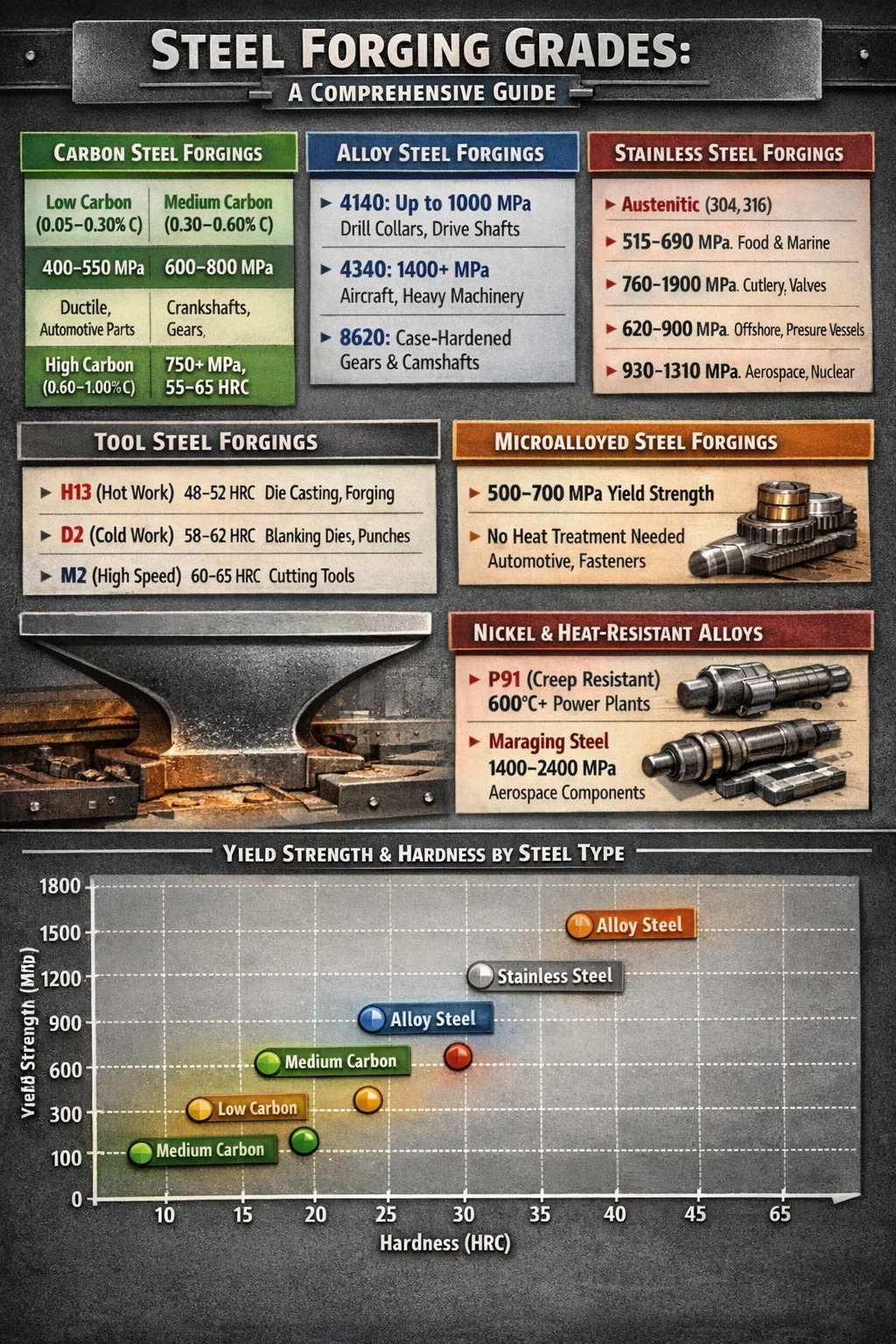
การตีเหล็ก เป็นหนึ่งในกระบวนการทำงานโลหะที่เก่าแก่และน่าเชื่อถือที่สุดในการผลิต คำตอบสั้นๆ เกี่ยวกับประเภทของเหล็กตีขึ้นรูปที่มีอยู่: เหล็กกล้าคาร์บอน โลหะผสมเหล็ก สแตนเลส เหล็กกล้าเครื่องมือ และเหล็กกล้าไมโครอัลลอยด์ เป็นห้าประเภทหลักที่ใช้ในการตีเหล็กอุตสาหกรรม แต่ละประเภทรองรับความต้องการทางกลและสิ่งแวดล้อมที่แตกต่างกัน และการเลือกประเภทที่ไม่ถูกต้องอาจนำไปสู่ความล้มเหลวก่อนเวลาอันควร อันตรายด้านความปลอดภัย หรือต้นทุนเกินความจำเป็น
รายละเอียดนี้ครอบคลุมแต่ละหมวดหมู่ในเชิงลึก อะไรที่ทำให้แตกต่างกัน ตำแหน่งที่ทำงานได้ดีที่สุด และตัวเลขที่แท้จริงจะเป็นอย่างไรเมื่อคุณเปรียบเทียบความแข็งแรงของผลผลิต ความแข็ง และช่วงการใช้งาน
การตีขึ้นรูปเหล็กกล้าคาร์บอน: กลไกสำคัญของอุตสาหกรรม
เหล็กกล้าคาร์บอนคิดเป็นส่วนใหญ่ของผลผลิตการตีเหล็กทั้งหมดทั่วโลก โดยแบ่งออกเป็นสามกลุ่มย่อยตามปริมาณคาร์บอน และเปอร์เซ็นต์คาร์บอนนั้นมีผลกระทบโดยตรงและวัดผลได้ต่อความแข็งแรง ความแข็ง และความเหนียว
เหล็กกล้าคาร์บอนต่ำ (0.05% – 0.30% C)
การตีขึ้นรูปเหล็กกล้าคาร์บอนต่ำมีความเหนียวสูงและขึ้นรูปง่าย โดยทั่วไปความต้านทานแรงดึงจะอยู่ระหว่าง 400 ถึง 550 MPa การตีขึ้นรูปเหล่านี้มักใช้สำหรับส่วนประกอบโครงสร้าง ชิ้นส่วนตัวถังรถยนต์ และสลักเกลียวทั่วไป พวกมันไม่ตอบสนองต่อการชุบแข็งด้วยความร้อนได้ดีนัก แต่สามารถเชื่อมและกลึงได้ง่าย
เหล็กกล้าคาร์บอนปานกลาง (0.30% – 0.60% C)
นี่คือช่วงการปลอมแปลงอย่างกว้างขวางที่สุด เกรดคาร์บอนปานกลาง เช่น AISI 1040 และ AISI 1045 ให้ความสมดุลระหว่างความแข็งแกร่งและความเหนียว การอบชุบด้วยความร้อนสามารถผลักดันความแข็งแรงของผลผลิตได้มากกว่า 600 MPa การใช้งานได้แก่เพลาข้อเหวี่ยง ก้านสูบ เพลา เกียร์ และส่วนประกอบระบบราง AISI 1045 เป็นเกรดการตีขึ้นรูปเหล็กกล้าคาร์บอนปานกลางที่ระบุโดยทั่วไปมากที่สุดในวิศวกรรมเครื่องกลทั่วไป
เหล็กกล้าคาร์บอนสูง (0.60% – 1.00% C)
การตีขึ้นรูปด้วยคาร์บอนสูงให้ความแข็งและความทนทานต่อการสึกหรอที่เหนือกว่า แต่จะเปราะและใช้งานยากกว่า ใช้สำหรับสปริง เครื่องมือตัด เชือกลวด และเหล็กราง ค่าความแข็งจะอยู่ที่ 55–65 HRC เป็นประจำหลังจากการอบชุบด้วยความร้อนที่เหมาะสม ทำให้ค่าความแข็งไม่เหมาะกับการใช้งานที่ต้องรับแรงกระแทกสูงโดยไม่ต้องคำนึงถึงการออกแบบอย่างรอบคอบ
การตีขึ้นรูปโลหะผสมเหล็ก: เพิ่มประสิทธิภาพด้วยเคมี
การตีขึ้นรูปโลหะผสมเหล็กมีการเติมโครเมียม โมลิบดีนัม นิกเกิล วานาเดียม หรือแมงกานีสโดยเจตนาเกินกว่าปริมาณที่พบในเหล็กกล้าคาร์บอน การเพิ่มเติมเหล่านี้ปรับเปลี่ยนความสามารถในการชุบแข็ง ความเหนียวที่อุณหภูมิสูง และความต้านทานต่อความล้าและการกัดกร่อน โดยทั่วไปปริมาณองค์ประกอบการผสมทั้งหมดจะอยู่ระหว่าง 1% ถึง 5%
เกรดการตีโลหะผสมเหล็กที่พบมากที่สุด ได้แก่ :
- 4140 (เหล็ก Cr-Mo): ความต้านแรงดึงสูงถึง 1,000 MPa ในสภาวะดับและมีอุณหภูมิ ใช้ในปลอกเจาะน้ำมันและก๊าซ ส่วนประกอบป้องกัน และเพลาขับของยานยนต์
- 4340 (เหล็ก Ni-Cr-Mo): หนึ่งในเหล็กกล้าโลหะผสมที่แข็งแกร่งที่สุดที่ใช้กันทั่วไป โดยมีความต้านทานแรงดึงเกิน 1,400 MPa ซึ่งทำได้โดยการบำบัดความร้อน พบได้ในเฟืองลงจอดของเครื่องบิน เพลาข้อเหวี่ยงสำหรับงานหนัก และเพลาเพลาประสิทธิภาพสูง
- 8620: เกรดชุบแข็งตัวเรือนซึ่งเป็นที่นิยมสำหรับเฟืองและเพลาลูกเบี้ยวที่ต้องการแกนและพื้นผิวแข็งพร้อมกัน
- EN36 และ EN24: ข้อกำหนดทั่วไปในสหราชอาณาจักร/ยุโรปสำหรับการตีขึ้นรูปทางวิศวกรรมหนัก เช่น เพลากังหันและส่วนประกอบของโรงไฟฟ้านิวเคลียร์
ข้อดีของการตีโลหะผสมเหล็กเหนือเหล็กกล้าคาร์บอนคือความลึกของการชุบแข็ง สามารถชุบแข็งแท่ง 4140 ที่มีเส้นผ่านศูนย์กลาง 100 มม. ให้มีโครงสร้างจุลภาคที่สม่ำเสมอ ในขณะที่เหล็กกล้าคาร์บอนธรรมดาที่มีเส้นผ่านศูนย์กลางเท่ากันจะแสดงความแข็งลดลงอย่างเห็นได้ชัดจากพื้นผิวหนึ่งไปยังอีกแกนหนึ่ง
การตีขึ้นรูปเหล็กกล้าไร้สนิม: ความต้านทานการกัดกร่อนภายใต้ภาระทางกล
การตีขึ้นรูปเหล็กกล้าไร้สนิมประกอบด้วยโครเมียมอย่างน้อย 10.5% โดยน้ำหนัก ซึ่งก่อให้เกิดชั้นออกไซด์แบบพาสซีฟที่ต้านทานการเกิดออกซิเดชันและการกัดกร่อน กระบวนการตีขึ้นรูปช่วยขัดเกลาโครงสร้างเกรนของเหล็กสเตนเลสในลักษณะที่การหล่อไม่สามารถทำซ้ำได้ ทำให้ได้ส่วนประกอบที่มีความแข็งแรงเมื่อยล้าและความเหนียวที่เหนือกว่า
ตระกูลหลักที่ใช้ในการตีเหล็กกล้าไร้สนิมคือ:
| ครอบครัว | เกรดทั่วไป | ความต้านทานแรงดึงโดยทั่วไป | แอปพลิเคชันที่สำคัญ |
|---|---|---|---|
| ออสเตนนิติก | 304, 316, 321 | 515–690 เมกะปาสคาล | การแปรรูปทางเคมี อุปกรณ์อาหาร ทะเล |
| มาร์เทนซิติก | 410, 420, 440C | 760–1900 เมกะปาสคาล | ช้อนส้อม วาล์ว เพลาปั๊ม เครื่องมือผ่าตัด |
| ดูเพล็กซ์ | 2205, 2507 | 620–900 เมกะปาสคาล | น้ำมันนอกชายฝั่ง การแยกเกลือออกจากน้ำทะเล ภาชนะรับความดัน |
| การตกตะกอนแข็งตัว | 17-4 พีเอช, 15-5 พีเอช | 930–1310 เมกะปาสคาล | วาล์วอากาศยาน นิวเคลียร์ สมรรถนะสูง |
การตีเหล็กกล้าไร้สนิม 316L มีความโดดเด่นเป็นพิเศษในการแปรรูปยาและอาหาร เนื่องจากมีปริมาณคาร์บอนต่ำช่วยลดความเสี่ยงในการเกิดอาการแพ้ในระหว่างการเชื่อม และการเติมโมลิบดีนัม (2–3%) ช่วยเพิ่มความต้านทานการเกิดรูพรุนในสภาพแวดล้อมของคลอไรด์ได้อย่างมาก ดูเพล็กซ์เกรด 2205 ให้กำลังรับผลผลิตประมาณสองเท่าของ 316L ที่ประมาณ 450 MPa ขั้นต่ำ ซึ่งช่วยให้ออกแบบผนังให้บางลงและลดน้ำหนักส่วนประกอบได้โดยไม่กระทบต่ออายุการใช้งาน
การตีขึ้นรูปเหล็กกล้าเครื่องมือ: ความแข็งสูงสำหรับการขึ้นรูปและการตัด
เหล็กกล้าเครื่องมือได้รับการออกแบบทางวิศวกรรมมาโดยเฉพาะเพื่อรักษาความแข็งและรูปร่างภายใต้ความเค้นเชิงกล การเสียดสี และความร้อนขั้นรุนแรง เมื่อผลิตผ่านกระบวนการตีขึ้นรูป เหล็กกล้าเครื่องมือจะพัฒนาโครงสร้างเกรนที่ละเอียดและสม่ำเสมอ ซึ่งอยู่ได้นานกว่าทางเลือกอื่นในการหล่อหรือรีดในการใช้งานเครื่องมือที่มีความต้องการสูง
การตีเหล็กกล้าเครื่องมือถูกจัดกลุ่มตามระบบการจำแนกประเภทของ AISI:
- H-series (เหล็กกล้าเครื่องมืองานร้อน): เกรดเช่น H13 และ H11 ได้รับการออกแบบมาเพื่อต้านทานการอ่อนตัวที่อุณหภูมิสูงกว่า 500°C H13 เป็นมาตรฐานสากลสำหรับแม่พิมพ์ฉีดขึ้นรูป การอัดขึ้นรูป และการตีขึ้นรูปร้อน สามารถรับ HRC ได้ 48–52 HRC หลังจากการอบชุบด้วยความร้อน ในขณะที่ยังคงความเหนียวเพียงพอเพื่อให้สามารถหมุนเวียนด้วยความร้อนซ้ำๆ ได้
- D-series (งานเย็น, โครเมียมสูง): D2 ประกอบด้วยโครเมียมประมาณ 12% และคาร์บอน 1.5% ทำให้มีความทนทานต่อการสึกหรอเป็นพิเศษที่อุณหภูมิห้อง ใช้สำหรับการปั๊มแม่พิมพ์ การขึ้นรูปเครื่องมือ และการเจาะ ซึ่งความแม่นยำของมิติในการดำเนินการผลิตที่สูงมากเป็นสิ่งสำคัญ
- M-series (เหล็กความเร็วสูง): M2 และ M42 รักษาคมตัดไว้ที่อุณหภูมิซึ่งเครื่องมือเหล็กกล้าคาร์บอนจะสูญเสียความแข็งทั้งหมด การผสมผสานระหว่างทังสเตน โมลิบดีนัม และโคบอลต์ ทำให้ M42 มีข้อได้เปรียบด้านความแข็งที่ร้อน ซึ่งทำให้ไม่สามารถทดแทนได้ในดอกสว่าน ดอกต๊าป หัวกัด และสว่าน
- P-series (เหล็กแม่พิมพ์): ออกแบบมาสำหรับแม่พิมพ์ฉีดพลาสติก P20 เป็นหนึ่งในเหล็กแม่พิมพ์หลอมที่ใช้กันอย่างแพร่หลายที่สุด โดยทั่วไปแล้วจะอยู่ในสภาพแข็งตัวล่วงหน้าที่ 28–34 HRC ซึ่งช่วยลดความจำเป็นในการอบชุบด้วยความร้อนหลังการตัดเฉือน
การตีเหล็กกล้าเครื่องมือต้องมีการควบคุมอุณหภูมิที่แม่นยำ ตัวอย่างเช่น H13 จะต้องได้รับการหล่อหลอมที่อุณหภูมิระหว่าง 1,010°C ถึง 1,150°C และจะต้องทำให้เย็นลงอย่างช้าๆ หลังจากการตีขึ้นรูปเพื่อหลีกเลี่ยงการแตกร้าว การตีขึ้นรูปที่ไม่เหมาะสมทำให้เกิดความเค้นตกค้างและโครงข่ายคาร์ไบด์หยาบที่ลดความทนทานลงอย่างมาก
การตีขึ้นรูปเหล็กกล้าไมโครอัลลอยด์: ประสิทธิภาพรูปร่างใกล้เคียงกันโดยไม่ต้องผ่านการบำบัดความร้อน
เหล็กกล้าไมโครอัลลอยด์ หรือเรียกอีกอย่างว่าเหล็กกล้า HSLA (โลหะผสมต่ำที่มีความแข็งแรงสูง) ในการตีขึ้นรูป ถือเป็นโซลูชันทางวิศวกรรมสมัยใหม่ที่รวมความสามารถในการขึ้นรูปของเหล็กกล้าคาร์บอนเข้ากับระดับความแข็งแรงที่ก่อนหน้านี้ต้องใช้เหล็กกล้าอัลลอยด์และการอบชุบด้วยความร้อนหลังการตีขึ้นรูป สารเติมแต่งที่สำคัญ ได้แก่ วาเนเดียม (0.05–0.15%) ไนโอเบียม (0.02–0.05%) และไทเทเนียม ในปริมาณที่น้อยมากซึ่งจะตกตะกอนเป็นคาร์ไบด์ละเอียดและไนไตรด์ระหว่างการทำความเย็นแบบควบคุม
ข้อได้เปรียบทางการค้าที่สำคัญคือการตีขึ้นรูปเหล็กกล้าไมโครอัลลอยด์สามารถบรรลุความแข็งแรงของผลผลิตที่ 500–700 MPa โดยไม่ต้องชุบแข็งและแบ่งเบาบรรเทา ซึ่งช่วยลดต้นทุนและเวลาที่สำคัญในวงจรการผลิต ผู้ผลิตยานยนต์ได้นำเกรดไมโครอัลลอยด์มาใช้อย่างกว้างขวางสำหรับก้านสูบ เพลาข้อเหวี่ยง และข้อนิ้วบังคับเลี้ยวด้วยเหตุผลนี้เอง
เกรดการตีโลหะผสมไมโครอัลลอยด์ทั่วไป ได้แก่ 38MnVS6, 46MnVS3 และ SAE 1548V เกรดเหล่านี้ได้รับการออกแบบเพื่อให้การตีขึ้นรูปและการระบายความร้อนด้วยอากาศที่ควบคุมตามมา บรรลุคุณสมบัติทางกลขั้นสุดท้ายในรอบความร้อนเดียว แทนที่การทำงานของเตาหลอมสองเตาที่แยกจากกัน ในการตีขึ้นรูปยานยนต์ในปริมาณมาก สิ่งนี้จะช่วยประหยัดพลังงานได้สูงสุดถึง 30% ต่อชิ้นส่วน เมื่อเทียบกับเส้นทางการดับและควบคุมอุณหภูมิ
ข้อจำกัดประการหนึ่งคือเหล็กกล้าไมโครอัลลอยด์มีหน้าต่างกระบวนการที่แคบกว่าเหล็กกล้าโลหะผสมทั่วไป อุณหภูมิการตีขึ้นรูปขั้นสุดท้ายจะต้องได้รับการควบคุมอย่างระมัดระวัง โดยทั่วไปจะอยู่ระหว่าง 900°C ถึง 1,050°C เพื่อให้แน่ใจว่าการตกตะกอนจะแข็งตัวอย่างเหมาะสมในระหว่างการทำความเย็น การเบี่ยงเบนจากโครงสร้างจุลภาคเป้าหมายส่งผลให้เกิดคุณสมบัติทางกลที่ไม่สามารถคาดเดาได้ และอาจเกิดการปฏิเสธของการตีขึ้นรูปทั้งหมด
การตีขึ้นรูปเหล็กกล้านิกเกิลและทนความร้อนสำหรับสภาพแวดล้อมที่รุนแรง
นอกเหนือจากการจำแนกประเภทมาตรฐานแล้ว ยังมีหมวดหมู่พิเศษของการตีเหล็กทนความร้อนและแบริ่งนิกเกิลสำหรับการใช้งานที่อุณหภูมิการทำงานสูงกว่าที่เหล็กโลหะผสมทั่วไปสามารถทนได้ ซึ่งรวมถึงเกรดต้านทานการคืบสำหรับการผลิตกระแสไฟฟ้าและจานกังหันการบินและอวกาศ ตลอดจนเหล็กกล้า Maraging สำหรับการใช้งานโครงสร้างที่มีความแข็งแรงสูงเป็นพิเศษ
การตีขึ้นรูปเหล็กทนต่อการคืบคลาน
เกรดต่างๆ เช่น P91 (9Cr-1Mo-V) และ P92 มีการใช้กันอย่างแพร่หลายในส่วนหัวไอน้ำหลอม ตัววาล์ว และปลอกกังหันในโรงไฟฟ้าถ่านหินและก๊าซที่ทำงานที่อุณหภูมิสูงกว่า 600°C การตีขึ้นรูป P91 ได้รับการออกแบบมาเพื่อต้านทานการคืบ — การเสียรูปช้าและขึ้นอยู่กับเวลาภายใต้ภาระที่ต่อเนื่องที่อุณหภูมิสูง — โดยมีอายุการใช้งานการคืบแตกขั้นต่ำ 100,000 ชั่วโมงในสภาวะการทำงาน ปริมาณโครเมียมยังให้ความต้านทานต่อการเกิดออกซิเดชันซึ่งเหล็กกล้าคาร์บอนธรรมดาไม่สามารถจับคู่ได้เกิน 450°C
มาราจจิ้งสตีลส์
เหล็กกล้า Maraging มีนิกเกิล 18% และคาร์บอนต่ำมาก ซึ่งได้มาจากความแข็งแกร่งสุดขีด — สามารถให้ผลผลิตได้ตั้งแต่ 1,400 ถึงมากกว่า 2,400 MPa — จากการตกตะกอนของสารประกอบระหว่างโลหะระหว่างการบำบัดความร้อนแบบเอจจิ้ง ส่วนประกอบเหล็ก Maraging ปลอมแปลงถูกนำมาใช้ในกล่องมอเตอร์จรวด อุปกรณ์จับยึดเครื่องบิน และเครื่องมือที่มีความแข็งแรงสูงเป็นพิเศษ แม้จะมีความแข็งแกร่ง แต่ก็ยังคงมีความแข็งแกร่งพอสมควรและสามารถตัดเฉือนได้ก่อนที่จะแก่ชราในขณะที่ยังอยู่ในสภาพที่ค่อนข้างอ่อน
กระบวนการตีเหล็กส่งผลต่อคุณสมบัติของวัสดุตามประเภทเหล็กอย่างไร
กระบวนการตีขึ้นรูปเอง ไม่ว่าจะเป็นแม่พิมพ์แบบเปิด แม่พิมพ์แบบปิด การรีดแบบวงแหวน หรือการตีแบบไอโซเทอร์มอล จะมีปฏิกิริยาแตกต่างกันไปกับเหล็กแต่ละประเภท การทำความเข้าใจปฏิสัมพันธ์เหล่านี้ช่วยอธิบายว่าทำไมการเลือกวัสดุและการเลือกกระบวนการจึงไม่สามารถแยกออกจากกันได้
ในการตีเหล็กแม่พิมพ์แบบปิด แรงเปลี่ยนรูปสูงจะถูกนำมาใช้กับเหล็กแท่งเล็กที่ถูกจำกัด ทำให้เกิดชิ้นส่วนที่มีรูปร่างใกล้เคียงตาข่ายและมีเกรนไหลอย่างต่อเนื่องตามรูปทรงของส่วนประกอบ การไหลของเกรนนี้รับผิดชอบต่อความได้เปรียบด้านความล้าและความต้านทานแรงกระแทกที่การตีขึ้นรูปยึดเหนือสต็อกแท่งกลึงหรือการหล่อ ก้านสูบที่กลึงจากสต็อกแท่งขัดขวางการไหลของเกรนที่ทุกพื้นผิวของเครื่องจักร ก้านสูบปลอมแปลงจะรักษาความต่อเนื่องของเกรนที่ไม่ขาดตอนตั้งแต่ต้นจนจบ
ช่วงอุณหภูมิการตีขึ้นรูปจะแตกต่างกันอย่างมากระหว่างเหล็กประเภทต่างๆ:
- เหล็กกล้าคาร์บอนและโลหะผสมต่ำ: โดยทั่วไปจะมีอุณหภูมิ 1100°C – 1250°C สำหรับการทุบขึ้นรูปร้อน
- สแตนเลส (ออสเทนนิติก): 1100°C – 1200°C โดยระบายความร้อนช้าลงเพื่อหลีกเลี่ยงอาการแพ้
- เหล็กกล้าเครื่องมือ: 1010°C – 1150°C โดยบังคับให้เย็นลงอย่างช้าๆ ในเตาเผาหรือตัวกลางที่เป็นฉนวน
- Maraging steels: 1100°C – 1200°C, บ่มหลังจากการตีที่ 480°C เป็นเวลา 3–6 ชั่วโมง
- ดูเพล็กซ์สเตนเลส: 1100°C – 1180°C ตามด้วยการดับน้ำเพื่อรักษาสมดุลของเฟส
การตีขึ้นรูปอุ่น ซึ่งดำเนินการที่อุณหภูมิประมาณ 650°C ถึง 950°C กำลังได้รับแรงฉุดสำหรับเหล็กกล้าคาร์บอนขนาดกลางและเกรดไมโครอัลลอยด์ ซึ่งต้องใช้ความคลาดเคลื่อนของขนาดที่เข้มงวดกว่าการตีขึ้นรูปร้อน โดยไม่ต้องใช้แรงกดที่รุนแรงของการตีขึ้นรูปเย็น การตีเหล็กขึ้นรูปเย็น ซึ่งโดยทั่วไปสงวนไว้สำหรับเกรดคาร์บอนต่ำ จะทำให้ได้ผิวสำเร็จและความแม่นยำด้านขนาดที่ดีที่สุด แต่ต้องใช้แรงกดในการตีที่สูงกว่ามาก
การเลือกเกรดการตีเหล็กที่เหมาะสม: กรอบการทำงานที่ใช้งานได้จริง
การเลือกเกรดเหล็กตีขึ้นรูปที่ถูกต้องจำเป็นต้องอาศัยปัจจัยที่แข่งขันกันหลายประการอย่างสมดุล ไม่มีเกรดใดที่จะปรับคุณสมบัติทั้งหมดให้เหมาะสมพร้อมกันได้ กรอบงานต่อไปนี้รวบรวมตัวแปรการตัดสินใจที่เกี่ยวข้องกับการใช้งานทางอุตสาหกรรมมากที่สุด:
- ข้อกำหนดทางกล: กำหนดกำลังรับผลผลิตขั้นต่ำ ความแข็ง พลังงานกระแทก (ค่าชาร์ปี) และอายุความล้า ซึ่งจะทำให้หมวดหมู่แคบลงทันที - หากคุณต้องการความแข็งแรงของผลผลิต 1200 MPa เหล็กกล้าคาร์บอนจะถูกกำจัดออกไป หาก 400 MPa เพียงพอ เหล็กโลหะผสมก็ถือเป็นต้นทุนที่ไม่จำเป็น
- การสัมผัสกับสิ่งแวดล้อม: สภาพแวดล้อมที่มีคลอไรด์จะกำจัดเหล็กกล้าคาร์บอนและโลหะผสมต่ำส่วนใหญ่ เว้นแต่จะเคลือบ อุณหภูมิการทำงานที่สูงขึ้นจะทำให้เหล็กกล้าคาร์บอนมีอุณหภูมิสูงกว่า 400°C ประมาณ และต้องใช้เกรดต้านทานการคืบที่มีโครเมียม
- ขนาดส่วนและความสามารถในการชุบแข็ง: การตีขึ้นรูปหน้าตัดขนาดใหญ่ (เส้นผ่านศูนย์กลางมากกว่า 100 มม.) ในการบริการที่สำคัญต้องใช้เกรดเหล็กโลหะผสมที่มีความสามารถในการชุบแข็งเพียงพอเพื่อให้ได้คุณสมบัติที่สม่ำเสมอตลอดทั้งหน้าตัด เหล็กกล้าคาร์บอนจะมีกล่องแข็งและแกนอ่อนในส่วนหนา
- ความสามารถในการแปรรูปและการประมวลผลขั้นปลาย: หากการตัดเฉือนอย่างกว้างขวางหลังจากการตีขึ้นรูป เกรดที่เติมซัลเฟอร์สำหรับคุณสมบัติการตัดเฉือนอิสระจะช่วยลดรอบเวลา แม้ว่าจะต้องแลกกับความทนทานตามขวางก็ตาม
- ปริมาณและราคา: สำหรับปริมาณการผลิตที่สูงมาก เกรดไมโครอัลลอยด์ที่กำจัดการอบชุบด้วยความร้อนหลังการตีขึ้นรูปจะช่วยลดต้นทุนได้อย่างมาก สำหรับชิ้นส่วนพิเศษที่มีปริมาณน้อย ต้นทุนการอบชุบด้วยความร้อนจะน้อยกว่าต้นทุนชิ้นส่วนทั้งหมด ดังนั้นเกรดโลหะผสมประสิทธิภาพสูงจึงมีความเป็นไปได้มากกว่า
ในทางปฏิบัติ วิศวกรส่วนใหญ่ปฏิบัติตามรหัสการออกแบบที่เกี่ยวข้อง เช่น ASME, EN 10250 หรือ ASTM A668 ซึ่งระบุวัสดุที่อนุญาตสำหรับหมวดหมู่บริการเฉพาะ รหัสเหล่านี้จำกัดการเลือกให้เหลือเพียงรายการสั้นๆ ของเกรดการตีเหล็กที่ผ่านการรับรอง ซึ่งได้รับการตรวจสอบสำหรับเงื่อนไขการบริการที่เกี่ยวข้องผ่านประสบการณ์ภาคสนามและการทดสอบที่ได้มาตรฐานมานานหลายทศวรรษ
การใช้เกรดการตีเหล็กเฉพาะอุตสาหกรรม
ภาคส่วนต่างๆ ต่างมาบรรจบกันโดยใช้วัสดุการตีเหล็กที่ต้องการ โดยพิจารณาจากข้อมูลประสิทธิภาพและข้อกำหนดด้านกฎระเบียบมานานหลายทศวรรษ การทำความเข้าใจบรรทัดฐานทางอุตสาหกรรมเหล่านี้ถือเป็นจุดเริ่มต้นในทางปฏิบัติสำหรับงานด้านข้อกำหนด
ยานยนต์ตีเหล็ก
ภาคยานยนต์ใช้ปริมาณการตีขึ้นรูปเหล็กมากที่สุดในโลก เพลาข้อเหวี่ยงในรถยนต์นั่งส่วนบุคคลส่วนใหญ่หล่อขึ้นจากเหล็กกล้าคาร์บอนไมโครอัลลอยด์ขนาดกลาง (38MnVS6) หรือเหล็กกล้าชุบแข็งและชุบแข็ง 1045 เพลาข้อเหวี่ยงของรถบรรทุกหนักใช้เหล็กโลหะผสมนิกเกิล-โครเมียม-โมลิบดีนัม 4340 หรือที่คล้ายกันเพื่อประสิทธิภาพความล้าที่เหนือกว่าที่เอาท์พุตจำเพาะที่สูงกว่า ก้านสูบได้เปลี่ยนไปอย่างมากเป็นแบบแยกส่วนโดยใช้เหล็กกล้าคาร์บอนสูง C70S6 ซึ่งช่วยให้สามารถถอดฝาครอบออกได้หลังจากการตีขึ้นรูป แล้วประกอบกลับเข้าไปใหม่ด้วยความแม่นยำพิเศษ — ลดขั้นตอนการตัดเฉือนและลดต้นทุนการผลิตก้านสูบลงประมาณ 15–20% เมื่อเทียบกับการกัดและการเจียรแบบดั้งเดิม
การตีขึ้นรูปเหล็กน้ำมันและแก๊ส
สภาพแวดล้อมในการให้บริการที่มีรสเปรี้ยว ซึ่งมีไฮโดรเจนซัลไฟด์อยู่ ทำให้มีข้อกำหนดที่เข้มงวดเป็นพิเศษเกี่ยวกับการตีเหล็ก NACE MR0175/ISO 15156 ควบคุมการเลือกวัสดุสำหรับการให้บริการที่มีฤทธิ์เปรี้ยว และจำกัดความแข็งไว้ที่ 22 HRC สูงสุดสำหรับเหล็กกล้าคาร์บอนและโลหะผสมต่ำส่วนใหญ่เพื่อป้องกันการแตกร้าวจากความเค้นซัลไฟด์ F22 (2.25Cr-1Mo) และ F5 (5Cr-0.5Mo) เป็นเกรดการตีโลหะผสมมาตรฐานสำหรับตัววาล์วและหน้าแปลนในการใช้งานท่อและท่อที่มีอุณหภูมิสูงและแรงดันสูง
การตีขึ้นรูปเหล็กการบินและอวกาศ
ส่วนประกอบแลนดิ้งเกียร์เป็นหนึ่งในงานตีขึ้นรูปเหล็กที่มีความต้องการเชิงโครงสร้างมากที่สุด เหล็ก 300M (รุ่น 4340 ดัดแปลงพร้อมซิลิคอนและวาเนเดียมเสริม) เป็นวัสดุแลนดิ้งเกียร์ที่โดดเด่น โดยมีความต้านทานแรงดึงที่ 1930 MPa หรือสูงกว่า AerMet 100 และเหล็กกล้าความแข็งแรงสูงพิเศษอื่นๆ ดันความต้านทานแรงดึงให้สูงกว่า 1965 MPa ในขณะที่ปรับปรุงความทนทานต่อการแตกหักเมื่อเปรียบเทียบกับเกรดความแข็งแรงสูงรุ่นก่อนๆ การตีขึ้นรูปอากาศยานทุกครั้งจะต้องผ่านการทดสอบอัลตราโซนิก 100% และบ่อยครั้งจะมีการตรวจสอบอนุภาคแม่เหล็ก ด้วยความสามารถในการตรวจสอบย้อนกลับของการหลอมความร้อนและล็อตการตีขึ้นรูป
การผลิตไฟฟ้าและการตีขึ้นรูปนิวเคลียร์
การตีขึ้นรูปโรเตอร์กังหันขนาดใหญ่มีน้ำหนักระหว่าง 5 ถึง 200 ตัน และผลิตจากเหล็กกล้าโลหะผสมต่ำ เช่น 26NiCrMoV11-5 หรือ 30CrMoNiV5-11 การตีขึ้นรูปเหล่านี้ต้องการระดับกำมะถันและฟอสฟอรัสที่มีการควบคุมอย่างเข้มงวด (โดยทั่วไปจะต่ำกว่า 0.005% ในแต่ละระดับ) เพื่อให้มั่นใจว่ามีความเหนียวรับแรงกระแทกสูงที่อุณหภูมิการทำงานของกังหัน การตีขึ้นรูปถังแรงดันของเครื่องปฏิกรณ์นิวเคลียร์ใช้ A508 เกรด 3 (เทียบเท่ากับ 20MnMoNi4-5 ในมาตรฐานยุโรป) ซึ่งเป็นเกรดที่มีประวัติการตรวจสอบตามกฎระเบียบที่ยาวนาน และเอกสารประกอบด้านความทนทานต่อการแตกหักแบบชาร์ปีและการแตกหักที่กว้างขวางตามที่กำหนดโดยรหัสความปลอดภัยของนิวเคลียร์
มาตรฐานคุณภาพและการทดสอบการตีเหล็ก
ไม่ว่าเกรดการตีเหล็กจะเป็นอย่างไร การประกันคุณภาพจะเป็นไปตามรูปแบบที่สอดคล้องกันภายใต้มาตรฐานสากล มาตรฐานที่มีการอ้างอิงมากที่สุดสำหรับการตีเหล็ก ได้แก่ ASTM A668 (การตีเหล็กโลหะผสมทั่วไป), ASTM A182 (หน้าแปลนและข้อต่อโลหะผสมเหล็ก), EN 10250 (การตีเหล็กแม่พิมพ์แบบเปิดสำหรับวิศวกรรมทั่วไป) และ API 6A (อุปกรณ์หลุมผลิตและต้นคริสต์มาส)
การตรวจสอบคุณภาพมาตรฐานสำหรับส่วนประกอบเหล็กหลอมประกอบด้วย:
- การทดสอบทางกล: แรงดึง ผลผลิต การยืดตัว การลดลงของพื้นที่ และการกระแทกแบบชาร์ปี (ที่อุณหภูมิที่กำหนดลงไปที่ -196°C ในการใช้งานแบบแช่แข็งบางประเภท)
- การตรวจสอบความแข็ง: ตรวจสอบความแข็งบริเนล (HBW) บนหน้าตัดที่เป็นตัวแทน และบางครั้งความแข็งจะทะลุผ่านเพื่อยืนยันการชุบแข็งทะลุ
- การทดสอบด้วยคลื่นเสียงความถี่สูง (UT): การตรวจสอบปริมาตร 100% สำหรับข้อบกพร่องใต้ผิวดิน โดยมีเกณฑ์การยอมรับที่อ้างอิงกับขนาดรูก้นแบนที่เทียบเท่า โดยทั่วไปตั้งแต่ FBH 2 มม. ถึง FBH 6 มม. ขึ้นอยู่กับข้อกำหนด
- การตรวจสอบองค์ประกอบทางเคมี: การวิเคราะห์ทัพพีและผลิตภัณฑ์เพื่อยืนยันการปฏิบัติตามเกรด โดยมักจะมีข้อจำกัดที่เข้มงวดเกี่ยวกับองค์ประกอบที่ตกค้างมากกว่าที่มาตรฐานพื้นฐานกำหนด
- การตรวจมหภาคและจุลภาค: การแกะสลักแบบตัดขวางเพื่อเผยให้เห็นการไหลของเกรน การแยกตัว และความสมบูรณ์ภายใน การตรวจสอบทางโลหะวิทยาเพื่อยืนยันขนาดเกรนและโครงสร้างจุลภาค
การตีขึ้นรูปที่ไม่ผ่านการทดสอบอัลตราโซนิกหลังการให้ความร้อนจะต้องถูกทิ้งหรือผ่านกระบวนการแปรรูปใหม่ ไม่มีทางเลือกในการซ่อมแซมสำหรับข้อบกพร่องภายในในการตีขึ้นรูปที่เป็นของแข็ง ทำให้สามารถเลือกเหล็กแท่งยาวที่สะอาดและขจัดแก๊สในสุญญากาศ และการควบคุมกระบวนการอย่างระมัดระวังในระหว่างการตีขึ้นรูป ซึ่งมีความสำคัญอย่างยิ่งต่อการรับผลผลิตที่ยอมรับได้ โดยเฉพาะอย่างยิ่งในการตีขึ้นรูปโลหะผสมขนาดใหญ่สำหรับการใช้งานด้านพลังงานและการป้องกัน